

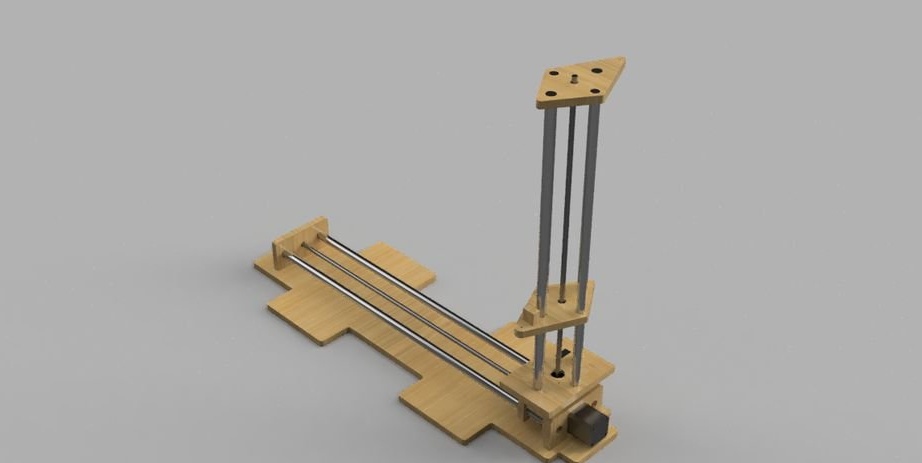


Putu griezējs ir lielisks līdzeklis, lai izgatavotu detaļas lidmašīnām. Šī mašīna ļauj precīzi izgriezt jebkuru aerodinamiskā profila formu atbilstoši CAD.
Mašīnai ir nihroma stieple, kas izstiepta starp divām vadotnēm. Caur vadu tiek izvadīta strāva, stieple tiek uzkarsēta, un vadotnes pārvietojas, izgriežot sarežģītas kontūras, piemēram, koniskus spārnus. Katru asi ar asmeņu motoru ved pa vārpstu, GT2 jostu un skriemeli. Griešanas spēkam jābūt minimālam, un konstrukcijai jābūt pietiekami stingrai, lai izturētu stieples stiepi, kas izstiepta starp balstiem.
Šī ir īsta 4 asu mašīna, kas vienlaikus var griezt dažādas formas no abām pusēm, tāpēc rodas problēma, kā vienlaikus vadīt četras neatkarīgas asis. Daudzas pamācības koncentrējas uz 3 asu mašīnām, piemēram, 3D printeriem, taču, šķiet, ka trūkst dokumentācijas, lai izveidotu 4 asu mašīnu, izmantojot viegli pieejamas detaļas un atvērtā pirmkoda programmatūru. Meistars atrada vairākus cilvēkus, kuri izmantoja līdzīgus projektus Arduino un Grbl, un nolēma izgatavot savu mašīnu.
Instrumenti un materiāli:
- saplāksnis (12mm);
-Metāla stieņi;
- svina skrūve (M8 x 600 mm);
-Motora sakabe M8-M5 (M8 svina skrūvei un M5 motora vārpstai);
-Arduino Mega 2560;
-RAMPS 1.4;
-Pakāpju motori (pa vienai katrai asij);
-A4988 pakāpiena vadītājs (viens katram pakāpiena motoram);
- 12 V barošanas avots Arduino + Rampiem;
-Nemainīga barošanas avota funkcija (Lipo lādētāji ar karstās stieples režīmu);
-Nihroma stieple;
Pirmais solis: programmatūra
4 asu CNC izveides grūtā daļa ir programmatūras atrašana, lai ģenerētu G kodu un vadītu mašīnu. Izmantojot programmatūras meklēšanu, Marginally smart izstrādāja vietni https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, kas izmanto Arduino Mega 2560 un CNC Ramps 1.4 ekrāns.
Dažu informāciju ir izmantojuši šādi autori: Rckeith un rcgroups.com
Grbl Hotwire kontrolieris.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
Otrais solis: mašīnas montāža
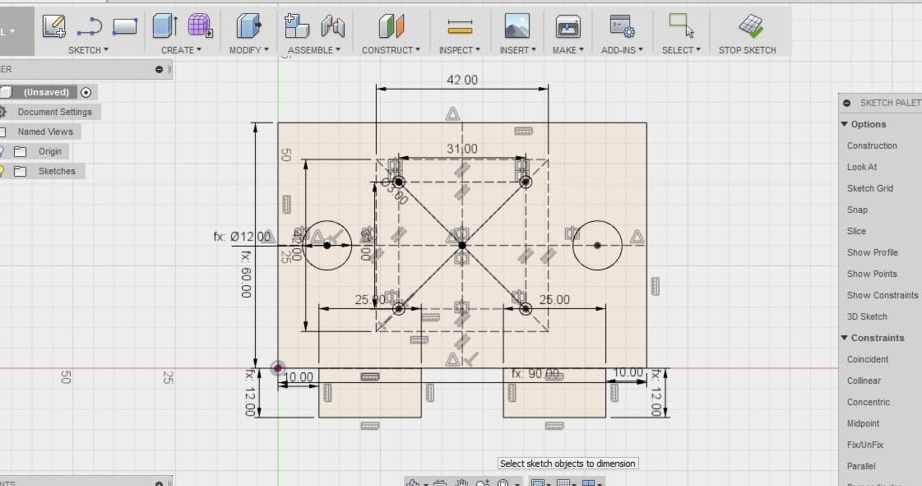
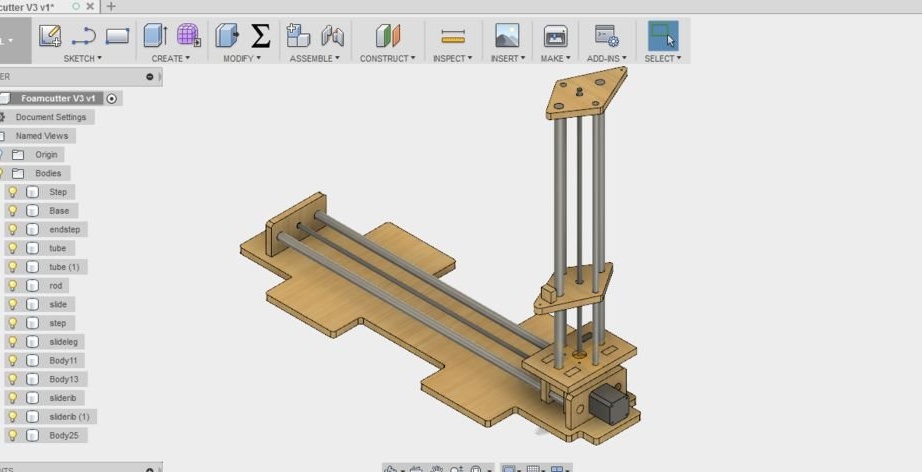
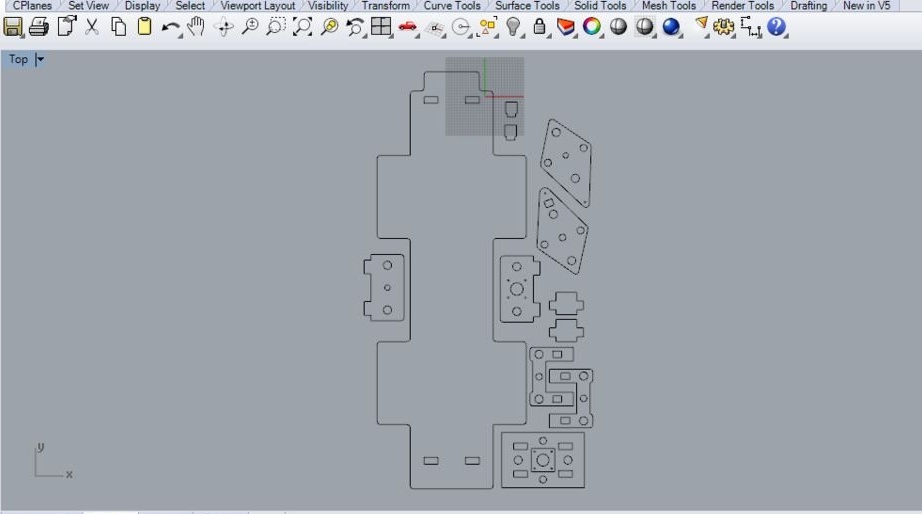
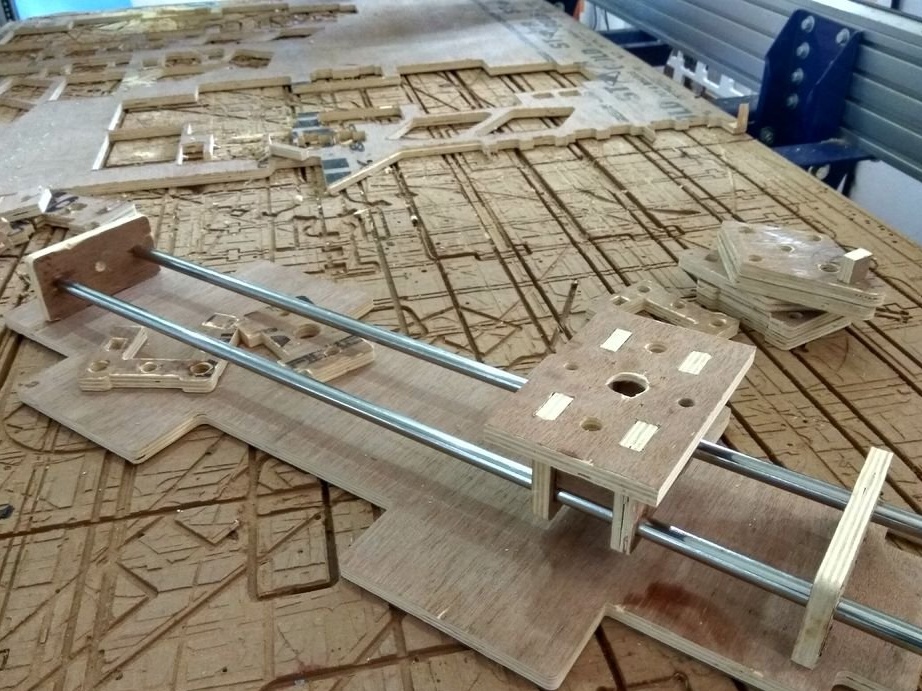
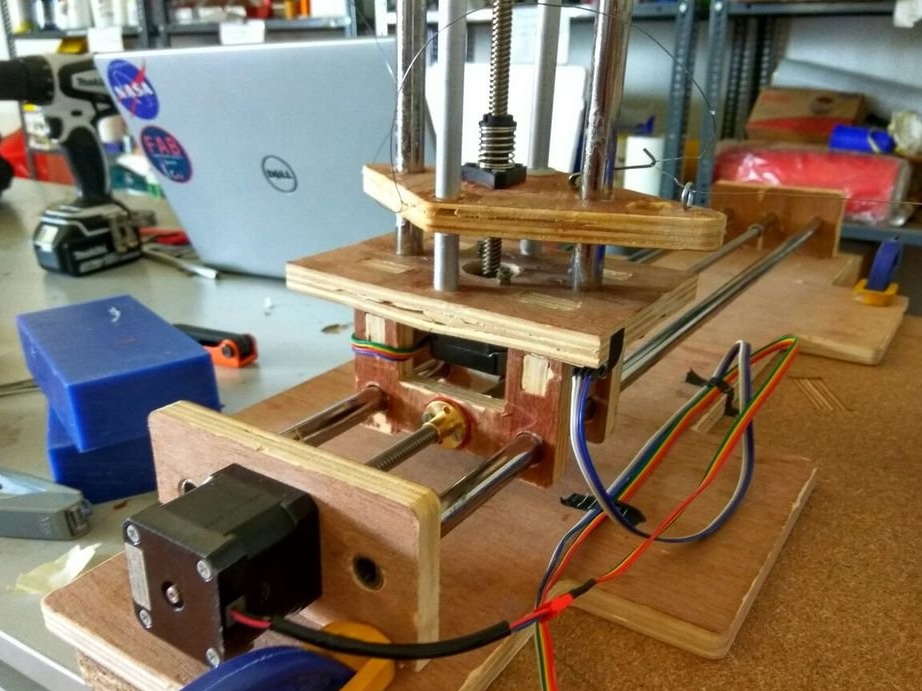
Konstrukcija ir izgatavota no 12 mm saplākšņa, lineārā montāža ir izgatavota no tērauda caurulēm ar diametru 1/2 collas ar saplākšņa bīdāmiem blokiem. Bīdāmo bloku dizainu var uzlabot, uzstādot lineāru gultni vai uzmavu.Tā kā meistars izmanto svina skrūvi, viņam ir pietiekami griezes momenta, lai pārvarētu berzi bez gultņa. Divas tērauda caurules atbalsta un tur virzošo bloku uz vienas ass.
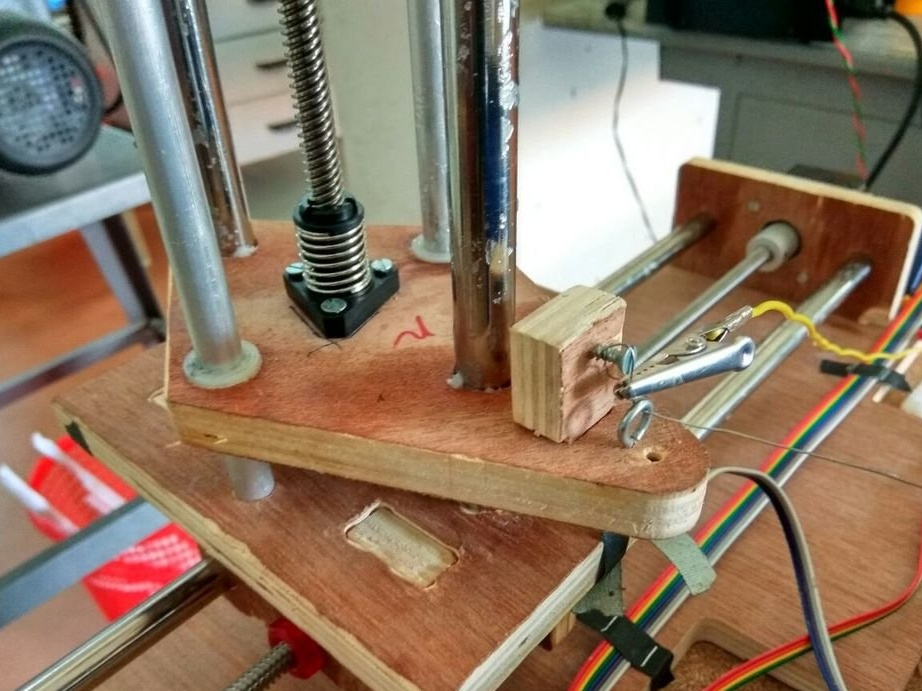
Vertikālie statņi ir novietoti virs horizontālās virzošā bloka. Tam ir četras caurules.
Piedziņas skrūve ir piestiprināta pie pakāpiena motora, izmantojot elastīgu savienojumu. Tas palīdz ar nelielu ass un skrūves nepareizu novietojumu. Vertikālā stāvoklī ir pakāpju motors ar iebūvētu svina skrūvi, kuru var iegādāties vai aizstāt ar parasto pakāpju motoru un sajūgu.
Abu mašīnu statīvi ir identiski. Pamatnē ir vieta mašīnas piestiprināšanai pie darbvirsmas.


Piezīme Izmantojot vienkāršos gultņus, atkarībā no materiāla, var parādīties parādība, ko sauc par “pielipšanu un slīdēšanu”. Tas var izraisīt kustības nevienmērīgumu un izraisīt vibrācijas. Tas var izraisīt arī aizsprostojumu, radot pārmērīgu slodzi un izlaižot soļus, izmantojot stepper motoru.
Foamcutter_base.dxf
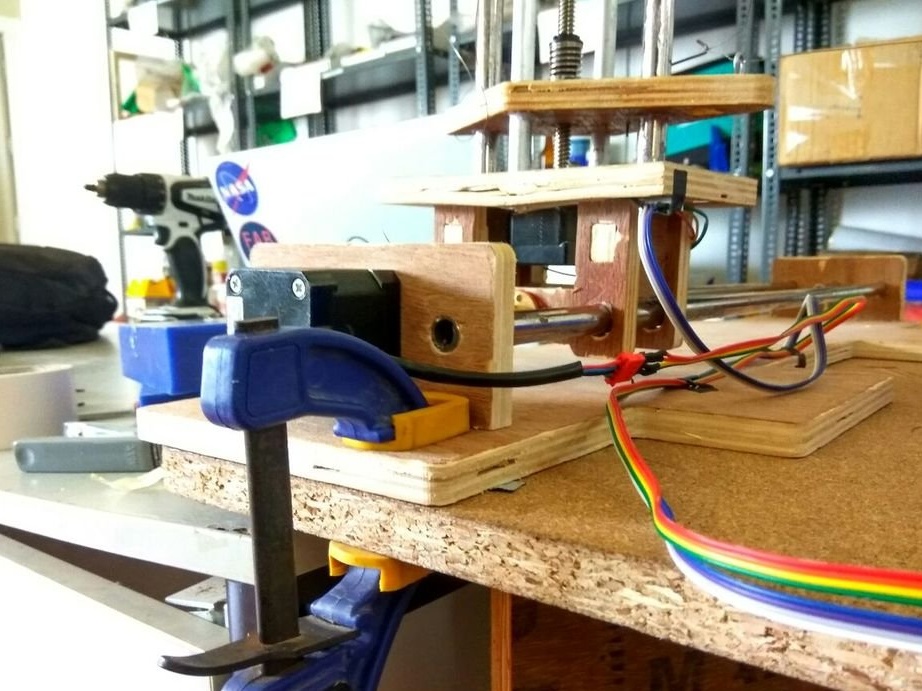
Trešais solis: pievienojiet elektroniku
Nākamais solis ir savienot elektroniku, pārvietot motorus un iestatīt mašīnu. Ir 4 pakāpju motori, kas jāpievieno platformai Ramps. Vadi ir jānovieto līdz galam, lai nodrošinātu pietiekamu asu kustību.
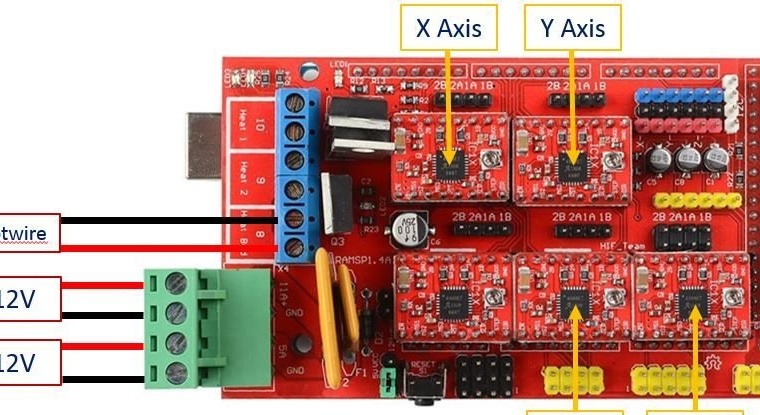
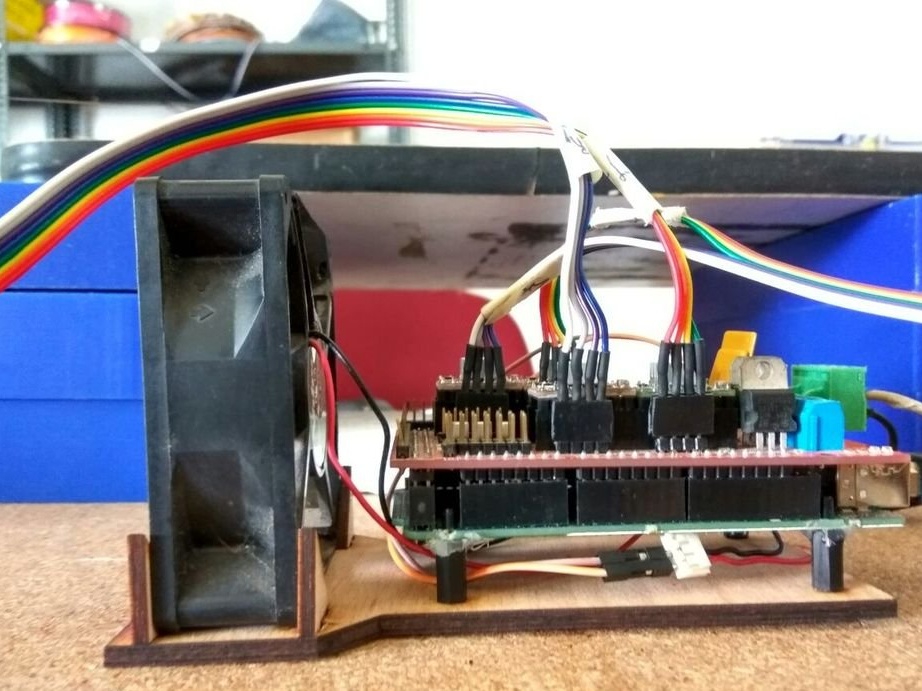
Visa elektroinstalācija ir savienota ar Ramps dēli, kas ir CNC ekrāns Arduino Mega2560. Rampa var atbalstīt līdz 5 pakāpju motoru vadītājiem, piemēram, A4988. Kapteinis izmanto Nema 17 motorus.
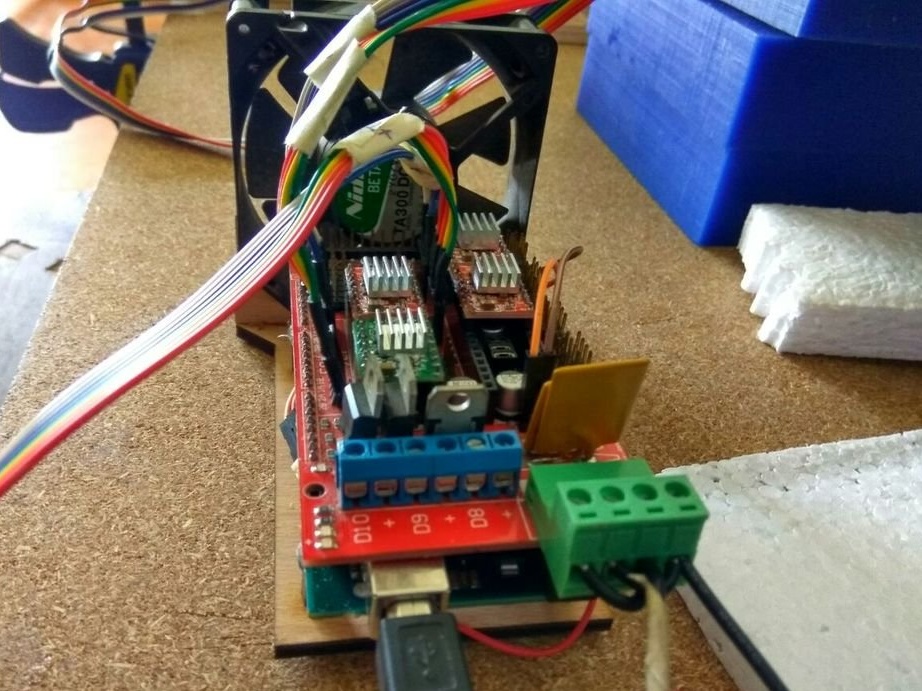
Pirms instalēšanas uz rampas dēļa pārliecinieties, vai A4988 mikroshēma ir pareizi orientēta. Katrs stepper motors var vilkt līdz 2 A, stepper motoru vadītāji ir aprīkoti ar radiatoriem siltuma izkliedēšanai. Plātnei ir arī MOSFET 11A, lai kontrolētu ar vadu D8 pieslēgtā vada temperatūru. Visas dēļa sastāvdaļas tiek uzkarsētas, pārliecinieties, ka tiek nodrošināta pareiza dzesēšana.
Kad sistēma ir ieslēgta, pakāpju motori turpina ņemt strāvu, lai uzturētu turēšanas pozīciju. Tādas sastāvdaļas kā Stepper un MOSFET draiveri darbības laikā var ļoti sakarst. Nelietojiet rampas bez aktīvas dzesēšanas.
Galvenais lāzergriezums nogrieza Arduino un Ramps pamatni un pievienoja 12 V ventilatoru, lai nodrošinātu tā aktīvo dzesēšanu.
Ceturtais solis: iestatīšana
Pirms darba uzsākšanas katram CNC jābūt pareizi konfigurētam. Tā kā pakāpju motori tiek izmantoti atvērtās cilpas sistēmā (bez atgriezeniskās saites), jums jāzina, cik tālu pajūgs brauks ar katru pakāpiena motora apgriezienu. Tas ir atkarīgs no soļu skaita vienā motora apgriezienā, vārpstas soļa un izmantotā mikro pārejas līmeņa.
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchTas izmanto pakāpju motoru ar soli 200 apgr./min. ko vada A4988 vadītājs ar ātrumu 1/16 ar mikroterapiju, ar svina skrūvi ar 2 mm soli.
Steps_per_mm = (200 * 16) / 2 = 1600Skrūve, kuru meistars izmantoja, bija divpusēja, tāpēc vērtība būs puse no iepriekš norādītās, t.i., “800”. Ja skrūve ir četrpakāpju, tad vērtība būs ceturtā daļa no iepriekšminētā.
Pēc Mega 2560 mirgošanas ar Grbl8c2MegaRamps failu atveriet seriālā porta monitoru un ievadiet “$$”, lai piekļūtu Grbl iestatījumu panelim. Lai mainītu jebkuru vērtību, ievadiet $ number = value. Piemēram, 0 USD = 100 Pēc iekārtas iestatīšanas pārliecinieties, vai iekārta pārvieto precīzu vērtību, kā parādīts kontrollerī.
Piektais solis: Nihroms
Lai sagrieztu putas, jums ir nepieciešams vads, kas izgatavots no piemērota materiāla, kas var izturēt sildīšanu, un tam visā garumā būs vienāda temperatūra.
Nihroms ir piemērots materiāls. Vislabāk ir izmantot pēc iespējas plānāku stiepli, lai samazinātu rievas griešanas laikā un nodrošinātu tīras griezuma līnijas. Parasti, jo garāks vads, jo lielāks ir spriegums, kas jāpieliek, un jo biezāks ir vads.
Nākamais solis ir nihroma stieples piestiprināšana mašīnai. Tā kā mums ir 4 neatkarīgas asis, mēs nevaram vienkārši piestiprināt abus stieples galus pie balstiem.Stieplei vajadzētu būt nedaudz pagarinātai, izmantojot vai nu ar atsperi, vai ar svaru, kas piestiprināts pie galiem.
Pastāvīgu spriegojumu var pievilkt pie stieples, izmantojot atsperi ar nemainīgu spēku vai piekārtu svaru galā. Lēts veids, kā iegūt atsperi ar nemainīgu spēku, ir izmantošana ID kartes spoles.

Sestais solis: programmatūras un G-koda ģenerēšana
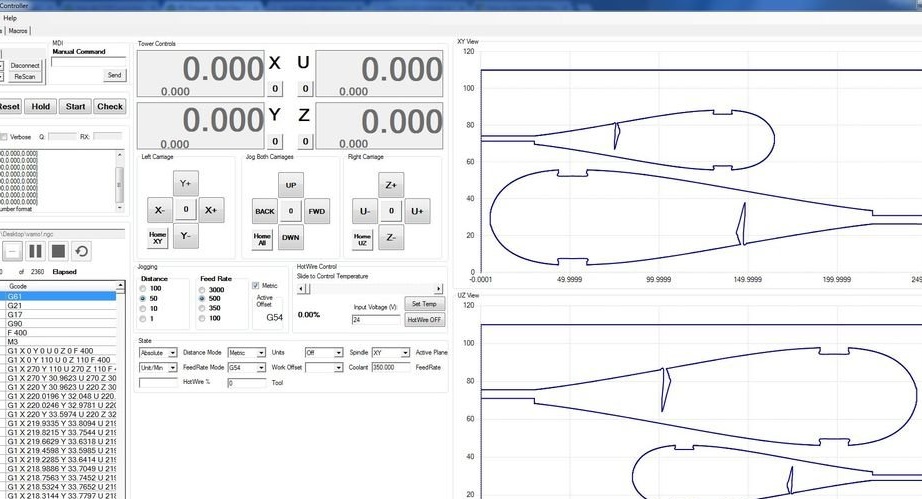
Grbl Hotwire kontrolieris
Vednis izmanto Gārreta Vesera izstrādāto vadības paneli Grbl, kuru griešanai Hotwire izveidoja Daniels Rassio. Panelim ir neatkarīga režīma vadība visām asīm. Ir arī vizualizācijas rīks, “Gcode” diagramma un iespēja saglabāt savus makro. Hotwire temperatūru var kontrolēt, izmantojot M3 / M5, lai ieslēgtu / izslēgtu, un S komandu “xxx”, lai iestatītu izejas spriegumu, manuāli vai izmantojot programmatūras ritjoslu. Karstajam vadam jābūt savienotam ar “D8” izvadi un tam jābūt barotam ar strāvas avotu, kas savienots ar “11A” ieeju līnijas krustojumos.
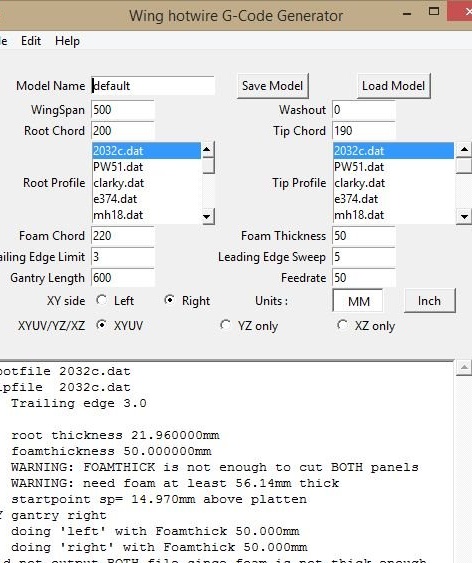
Spārnu g-koda ģenerators
Spārnu g-koda ģenerators ir programma XYUV GY koda ģenerēšanai lidmašīnas modeļa spārnu karstā griešanai. Tas darbojas ar Python 2.7 un var arī integrēties ar LinuxCNC Axis saskarni. Ir arī tiešsaistes versija. Tas ļauj ievadīt dažādus spārna parametrus. Ir aerodinamisko profilu datu bāze .dat formātā. Jaunus profilus var importēt tādā pašā veidā.
Šī programmatūra ir ērti lietojama, un tā palīdz ietaupīt spārnus uz tā paša putu gabala, lai ietaupītu materiālu. Izejošo G kodu var nosūtīt mašīnai, izmantojot Grbl kontrolieri.
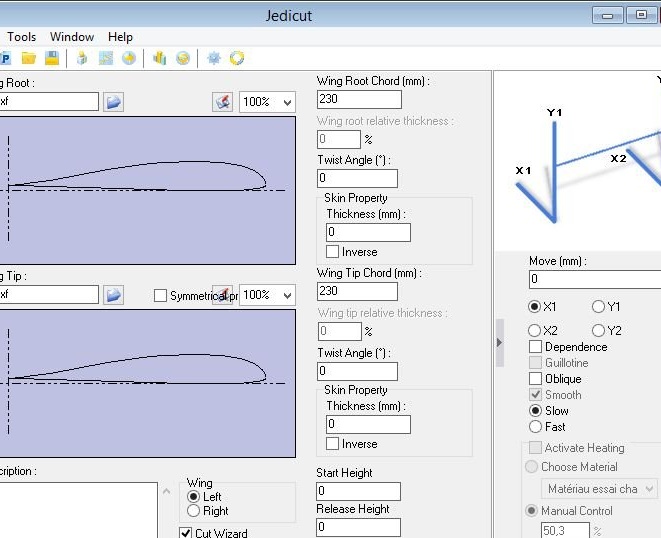
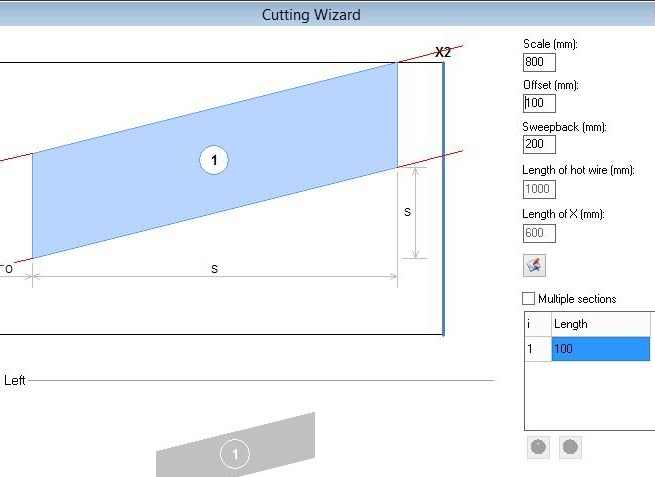
2.4 Džedikuts
Džedikuts - Šī ir forša programma, kas var veikt gan CAD / CAM, gan veikt mašīnas kontroliera funkcijas. Ir arī spraudnis G-koda ģenerēšanai. Šī nav vienkāršākā konfigurējamā programma. Dažas opcijas un kļūdu ziņojumi ir franču valodā, bet, ja kādu laiku strādājat ar to, varat likt tam darboties.
Spārna G kods ģenerē G kodus absolūtā režīmā, kas bez problēmām darbojas uz Grbl, bet Jedicut ģenerē G kodu pieauguma režīmā. Meistaram bija grūtības pirmajā startā, kad automašīna vienkārši pārvietojās uz priekšu un atpakaļ. Ja tas notiek, rediģējiet G kodu, lai galvenē noņemtu nevajadzīgas līnijas.
Gan Wing G kods, gan Jedicut ģenerē G kodu ar galvenei dažus neatbalstītus Grbl kodus. Kontrolieris rāda monitorā, kad rodas šādas kļūdas. Rediģējiet G kodu un izdzēsiet nevajadzīgās koda rindiņas.
Ir iekļauti strādājošie G kodi ar abām programmām, izmantojiet tos kontroliera pārbaudei.
Jedicut.rar
winggcode.rar
Septītais solis: padeves ātruma un temperatūras iestatīšana
Atšķirībā no parastās frēzēšanas, stieples sagriež, izkausējot putas. Kad stieple kādu laiku paliek vienā stāvoklī, apkārtējais materiāls turpina kust. Tas palielina griezuma gropi un rada izmēru neprecizitātes. Ir divi mainīgie, kas ietekmē griezuma platumu.
Griešanas padeve.
Stieples temperatūra.
Griešanas padeves ātrums ir ātrums, ar kādu stieples šķērso materiālu, vēlams, mm / min. Jo lielāks ātrums, jo mazāks slots, bet jo augstāka ir nepieciešamā temperatūra, kā arī stieples spriegojumam. Labs sākuma ātrums ir no 350 līdz 500 mm / min.
Stieples temperatūrai jābūt nedaudz augstākai par putu kušanas temperatūru. Temperatūru kontrolē strāva, kas plūst caur vadu.
Ir programmatūra, kas ļauj PWM vadībai vadu sildīt to vajadzīgajos brīžos, lai optimizētu griešanas padevi. Stieples temperatūru nosaka pēc strāvas un pretestības kvadrāta.
Ir īpašs kalkulatorskur jūs varat veikt visus nepieciešamos aprēķinus.
Astotais solis: Mašīnas darbība
Process sākas ar dizainu, kas tiek eksportēts kā DXF fails. Pēc tam šis fails tiek importēts CAM programmatūrā un izvadīts kā G kods. Mašīna ir ieslēgta un kalibrēta. Materiāls tiek novietots uz darbagalda un tiek iestatīta sākuma pozīcija. Palaidiet G koda failu un skatiet, kā ierīce visu darbu veic jūsu labā.
Pēc kapteiņa teiktā, mašīnu ir viegli izgatavot un tā atvieglo lidmašīnu modeļu darbu.




Zemāk esošajā videoklipā varat redzēt mašīnas piemēru.