

Ir zināms, ka, lai strādātu ar koksni uz virpas, ir jābūt vismaz diviem galvenajiem griezējiem - paaugstinātājam un meiselim. (Lai gan man mašīnas testēšanas process maksāja viena vectēva kaltu. Bet nav gadsimta jācieš ...))))
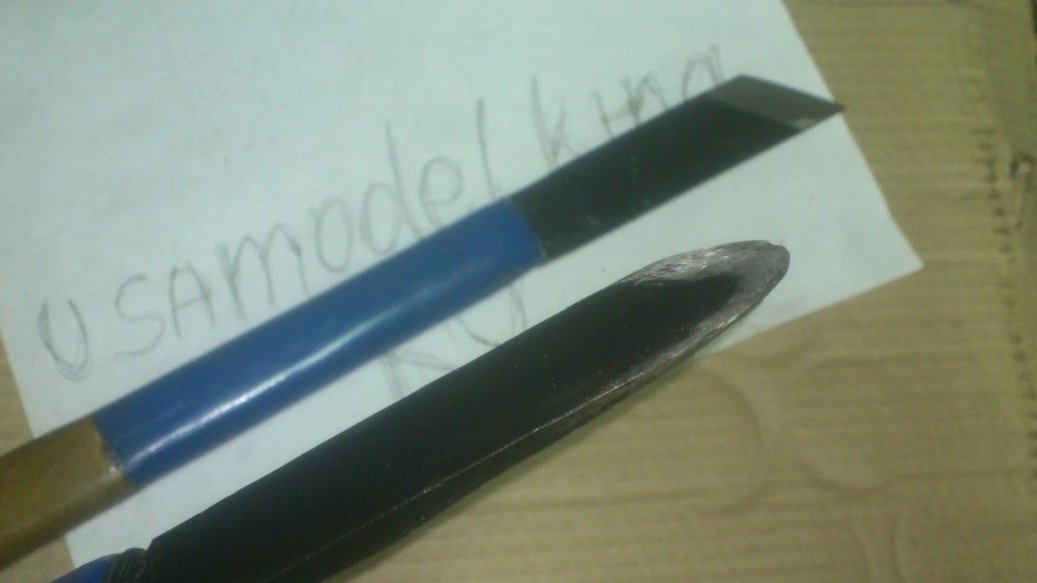
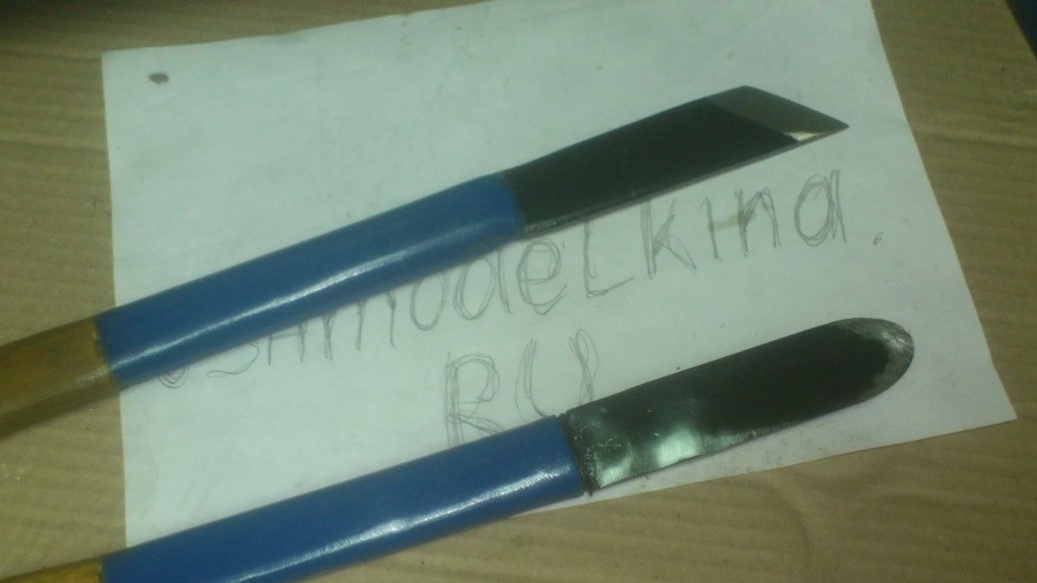
Reers - griezējs primārai, neapstrādātai apstrādei. Viņi izlīdzina sagatavi un padara to cilindrisku. Šī darba procesā frēzei ir nopietnas trieciena slodzes, tāpēc grābekļa formai ir jānodrošina tās stingrība un vienlaikus jāļauj saskarties ar sagatavi tikai ar nelielu griešanas malas laukumu. Kā likums, tai ir notekas formas forma ar noapaļotu galu. (Reizēm tiek iztikts bez noapaļota gala). Asināšana reerā ir vienpusēja.
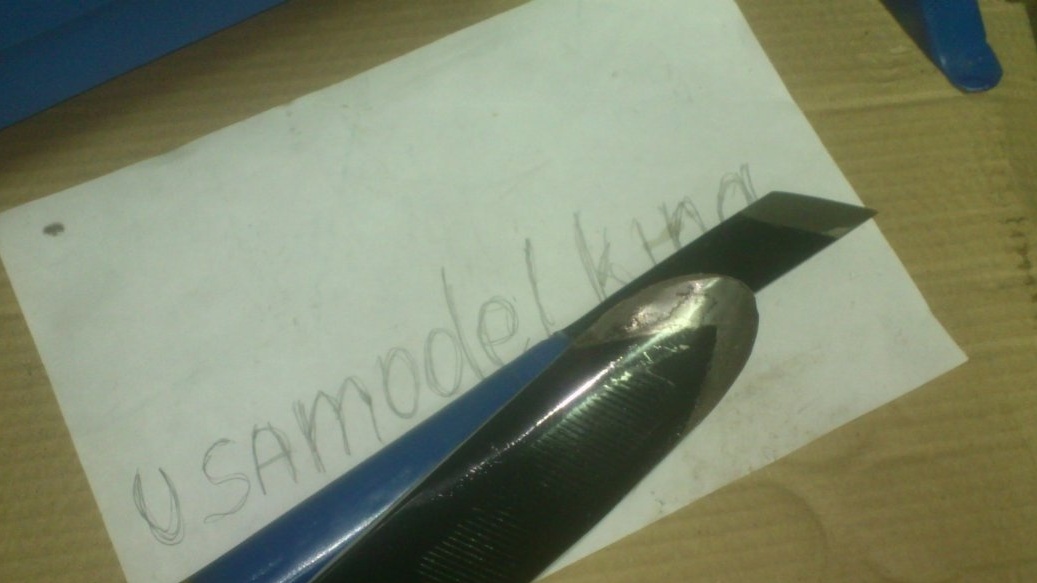
Meisel - griezējs precīzai apstrādei. Tam ir slīpa griešanas mala un abpusēja asināšana.
Griezējiem jābūt izgatavotiem no ļoti cieta tērauda. Tāpēc kā materiālu viņiem es nolēmu izmantot ļoti veco plakano datni, kas tika izlaista pagājušā gadsimta 70. gados. Kā rīks viņš jau bija kalpojis savam blāvajam, un dažviet parādījās korozija. Bet kā kuteru sagatave tas lieliski der! Tērauda kvalitāte PSRS bija diezgan laba, un, pats galvenais, tad viņi neuztraucās par zonu sacietēšanu! Filetam tēraudam vienmēr bija vienādas īpašības gan uz darba virsmas, gan instrumenta iekšpusē.
Lai veiktu griezējus, man vajadzēja šo:
1. Vecs, plats, plakans fails (Tas varētu būt izņēmums. Bet man bija draževs).
2. Plānas sienas metāla caurules ar diametru 25 mm apgriešana.
3. Āmuru rokturi.
Pārāk slinks, lai lasītu, viņš šajā video var redzēt griezēju veidošanas procesu:
Bet mēs turpināsim.
Es neesmu pirmais, kurš izgatavo failu griezējus. Pārlūkojot informāciju par šo tēmu, es redzēju, ka būtībā cilvēki vienmēr atbrīvo failu, pēc tam apstrādā un atkal rūdās. Es nolēmu atteikties no atvaļinājuma ar sekojošu sacietēšanu ...
Es mēģināšu izskaidrot ...
Tērauda sacietēšana ir diezgan sarežģīts tehnoloģiskais process !!! Lai to pareizi ražotu, ir jāzina vismaz tērauda kategorija un tā īpašības! Jā, un jums ir aprīkojums, kas ļauj precīzi kontrolēt nepieciešamo temperatūru.
Iekšā mājās Apstākļos cilvēki bieži rūdās par tēraudu ... Un viņi domā, ka tas izrādās labi ... Bet tieši viņi domā ... Patiesībā tas ir labi tikai meistariem ar lielu pieredzi un ja viņi zina, kurš tērauds viņiem ir bizness ... Protams, metāls, kas uzkarsēts līdz stabilam mirdzumam, kas ir strauji atdzesēts, jebkurā gadījumā ievērojami palielinās tā cietību. (ja vien, protams, šis sakausējums nav atdzisis). Bet šeit ir maz ticams, ka kāds varēs mājās atjaunot rūpnīcu sacietēšanu bez labas plīts vai pavarda un atbilstošiem direktorijiem. Un vēl jo vairāk es neticu, ka kaut kas saprātīgs var notikt ar tiem, kas karsē vīli uz gāzes plīts virtuvē vai ar lētu sadzīves gāzes degli !!! )))))
Tāpēc es nolēmu ražošanas laikā saglabāt faila "dabisko" sacietēšanu. Abrazīvs, protams, prasīs daudz reižu vairāk, bet mēs ar to tiksim galā ... Galvenais ir kvalitatīvs produkts izejā.
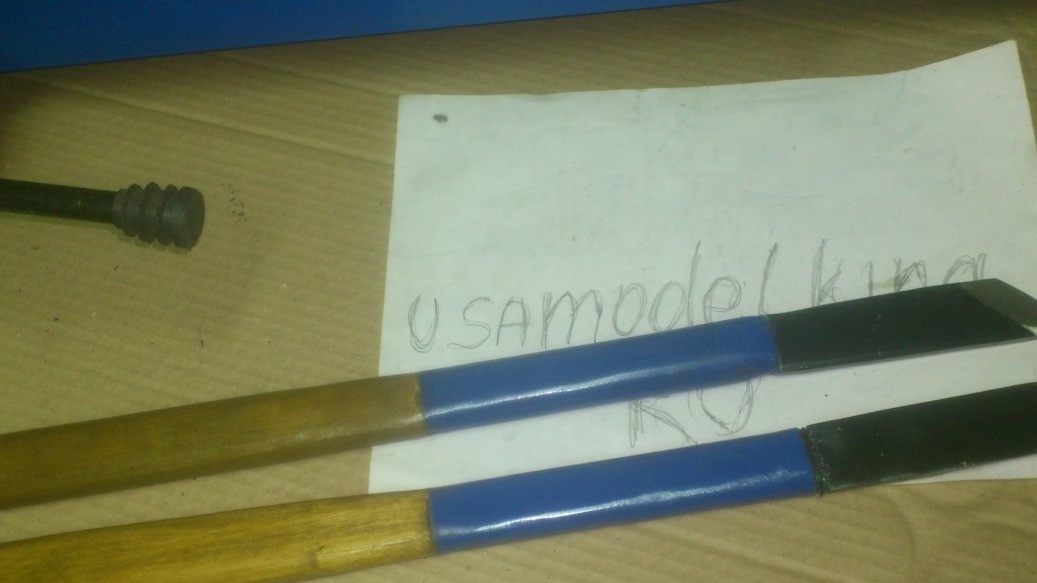
Sākumā es zāģēju failu ar dzirnaviņām divās vienādās daļās. (Izmērīja garumu (ar kātu!) Un sadalīja uz pusēm.). Griezums tika veikts ļoti uzmanīgi, nepārtraukti nolaižot vīli ūdenī pēc otra pieskāriena ar griešanas riteni. Tūlīt sagriež leņķī:

Es sāku ar meiseli. Es nesāku aprēķināt leņķus! Galu galā ikviens, kas pārzina instrumenta asināšanu, zina, ka vēlamo leņķi var precīzi ievērot tikai tad, ja asināšanas rīkam ir atbalsta stienis (vai vice), kuru kontrolē proraktors. Visos citos gadījumos, kad pat zīmuļa marķējuma biezums rada kolosālu kļūdu leņķī, un vēl jo vairāk tad, ja, asinot, leņķis jāuztur plaknē, kas pati atrodas leņķī .... Tas viss ir tik viegli, cik iespējams. pareiza sacietēšana ar sadzīves gāzes degli! ))))

Tātad, es asāku ar aci !!! Un es arī izvēlēšos leņķi “tā, lai tas būtu normāli”.))) Tas ir, vispirms es noteiktu vēlamo asināšanas leņķi “uz āķa”, tad es to sasmalcināšu ... mazliet pietrūkst ... Un, kad mēģināšu strādāt jau, es vairs neslīpēšu būs grūti ... Ja nepieciešams ...
Es to arī asināju ar dzirnaviņu palīdzību, nodrošinot to ar tīrīšanas apli. Metode - tāpat kā ar griešanu: otrā vai divas tīrīšanas - iemērcot ūdenī ...
Man vajadzēja vairākas pusotras stundas no jaunajiem tīrīšanas apļiem! ... Eh, viņi PSRS ražoja labu tēraudu. Bet atceries? Vai mēs kritizējām kvalitāti ar varu un galveno ??? Viņi atkārtoja dažas leģendas par to, ka "šeit ārzemēs dzelzs ir dzelzs!" ))) ... Acīmredzot mēs toreiz vienkārši nezinājām sliktu ...))))) Un šīs leģendas bija no tā paša cikla kā “Japāņu televīzijai ir garantija uz 25 gadiem! Un, ja jūs to atverat, viss iekšpusē izdeg. ! " ))))






Pēdējo asināšanu veicu manuāli. Slīpētāja aplis griežas ļoti ātri. Malas plānākais gals uzreiz kļūs zils. Bet to nedrīkst pieļaut. Un tā, izklāj smilšpapīra loksni - un ej !!! Pildspalvas! )))

Tālāk nāca ziedlapu apļa pagrieziens. Es tos notīrīju un noņēmu griezumus:



Tagad mēs darīsim rokturi. Man vienmēr ir krājumā dažādi spraudeņi un rokturi - lāpstu, grābekļu un citu cirvju un āmuru darbiem. Es pats tos nedaru (par to laiku ir žēl), es vienkārši pērku gatavus, lai “būtu”. Šoreiz es nolēmu āmuriem izmantot rokturus:

Lai to stiprinātu, savā metāllūžņos atradu plānsienu (ne ūdens) caurules gabalu, kura diametrs bija 25 mm, un izgriezu 15 cm lielu gabalu:


Novietojot cauruli starp diviem dēļiem, es to “saplacināju ar kamanu-trieciena metodi”, padarot tās šķērsgriezumu ovālu:


Tad viņš pielāgoja rokturi no āmura līdz šīs caurules lielumam ... Man to vajadzēja darīt ar nazi ... Jā, tikai slinkums, māte .... Es pārvaldīju dzirnaviņas, uz kurām joprojām bija ģērbies ziedlapu aplis .... Bet nu ko? putekļains? !!!!


Cauruļu nosēšanās vieta tika bagātīgi pārklāta ar galdniecības līmi:

Un viņš ielika cauruli rokturī:

Urbts kāta caurums:

Dzirnaviņas pagatavoja dzērienu:
(ar parastu metāla griešanas riteni. Es zinu, es zinu, ka tas nav iespējams! Aplis no koka var sadedzināt un sabrukt .... Tikai tas ir teorētiski.Un tad - viņš to sagrieza, un labi ...)))


Viņš nofiksēja asmeni šādā veidā, uzsverot koku:

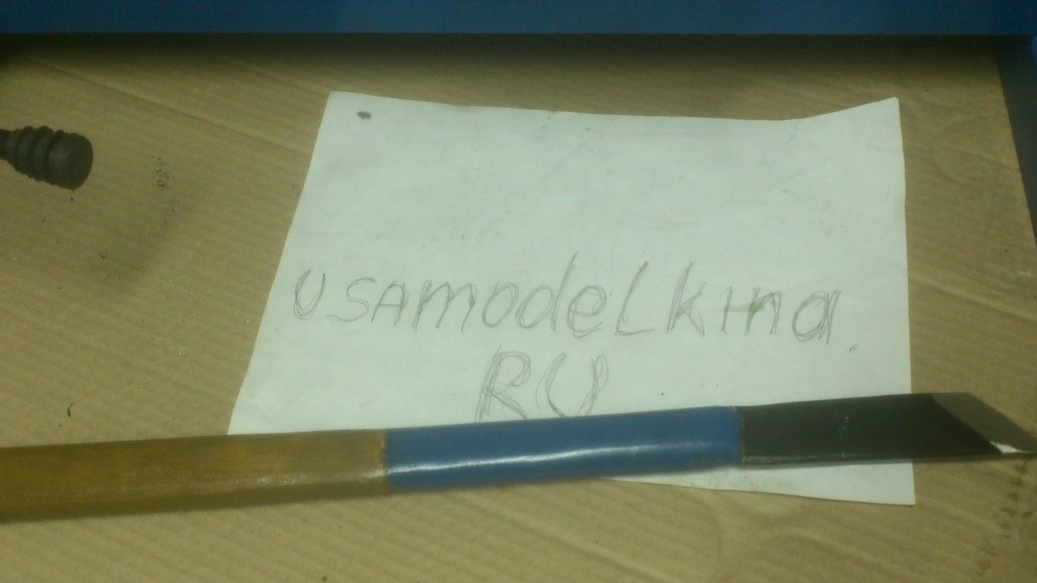
Un viņš piebāza rokturi, bagātīgi eļļot kātu šīs līmes priekšā, un ielēja nedaudz līmes tam sagatavotajā caurumā. Meisel, jūs varat teikt, jau ir gatavs:


Tagad es vēlos izveidot pārrunu no pārējā faila.
Ar slaucīšanas apļa palīdzību mēs sākam veidot notekcaurules (atkal neaizmirstot atdzist!).


Griešanas aplis "nogrieztu lieko":

Šai faila daļai nav kātiņa. Man tas bija jāsamazina:

Šoreiz, protams, es neuztraucos ar atvēsināšanu ... Ne tikai to, ka es to arī speciāli izlaidu. Galu galā trauslais instrumenta kāts ir liels ļaunums)))). Es neesmu fotografējis šo procesu ... es vienkārši aprakstīšu ...
Viņš neuzdrošinājās sildīt ar degli, lai nesabojātu visa sagataves sacietēšanu. Viņš nolaida sagatavi ar darba malu ūdens burkā līdz pusei un ar biezu elektrodu vienkārši vārīja kāta pamatni, līdz viss sāka mirdzēt. Viņš ļāva tai atdzist. Tajā pašā laikā ūdens pieskāriena punktā nedaudz vārījās, bet tā temperatūra bankā (un līdz ar to arī sagataves griešanas daļas temperatūra) ļāva viegli turēt pirkstus tajā .... Tad es vienkārši ar tīru apli noņemu “elektrodu lodēšanu”.
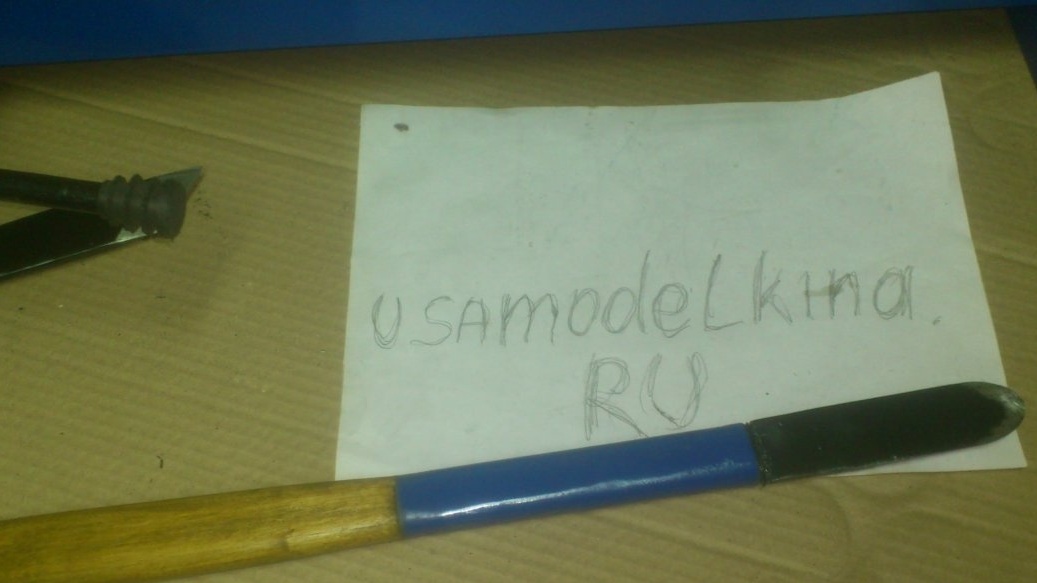
Tālāk, beržot un vēlāk ar ziedlapu apli, viņš turpināja veidot priekšējās daļas “siles veida ķermeni”, vienlaikus asinot:






Viņš izgatavoja rokturi, izmantojot to pašu tehnoloģiju kā Meisel rokturis.
Pēc tam, kā parasti, posms "mājas izstrādājumu ķemmēšana")))))).
Es izurbu caurumus rokturu galos, lai tos varētu pakārt uz neļķes)))) Un es apstrādāju to ar koka piesūcināšanu, ko biju atstājis pēc dārza sola izgatavošanas.


Nu, krāsojis instrumentu metāla daļas ...

P.S.