





Polietilēna pārstrāde ir mūsu valstī jau sen nokavēts un sāpīgs jautājums. Protams, ražošana aproces situāciju nevar mainīt, taču šādas pārstrādājamo materiālu apstrādes tehnoloģija ir svarīga. Ievērojot šajā rakstā sniegtos norādījumus, jūs varat izgatavot citus produktus.
Aproču ražošanā autore izmanto pārstrādātu plastmasu, kas marķēta ar HDPE.
Šādu polietilēnu visbiežāk izmanto visu veidu kārbu, mucu, pudeļu ražošanā. T. i. atrast to nav grūti. Meistars iepriekš izkausēja šādu polietilēnu un no tā izgatavoja loksnes un blokus. Pēc tam meistars izgatavoja dažādus izstrādājumus no loksnēm un blokiem un izmantoja tos kā celtniecības materiālus.
Instrumenti un materiāli:
-Atkritumu augsta blīvuma polietilēna HDPE;
- trauku mazgāšanas līdzekļi;
- līmes noņemšanas līdzekļi;
- šķēres;
- konservēšanas nazis;
-Konteiners;
- krāsns ar temperatūras kontroli;
-Dzelzs metālam;
-Koka piedziņa;
- ietilpība no zemāk konservētiem produktiem;
- skava;
-Metāla šķēres;
- Knaibles;
Āmurs
-Čels;
- urbjmašīna vai urbjmašīna;
- virpa;
-Makulatūra;
-Rule;
Slīpēšanas mašīna;
-Konstrukciju matu žāvētājs;
Pirmais solis: materiālu iepirkums
Kā jau minēts, ir jāizmanto pārstrādāti materiāli, kas marķēti ar HDPE vai dažās valstīs ar PEHD. Skaitlim 2 trijstūrī ir arī nozīme. Šis ir drošākais polietilēns.

Vispirms traukus rūpīgi izskalojiet ar mazgāšanas līdzekļiem. Pēc tam noskalojiet. Noņemiet etiķeti no virsmas. Nožūt.
Tad polietilēnu sagriež mazos gabaliņos, apmēram ar nagu. Ieteicams materiālu atdalīt pēc krāsas.


Otrais solis: kausēšana
Kausēšanai nepieciešama tīra, sausa metāla kārba. Kārbas diametrs ir apmēram 10 cm, un kannas apakšā (apmēram trešdaļa kannas) ir novietoti polietilēna gabali. Virsū ir uzlikts metāla vāks.
Tagad kannu ievieto cepeškrāsnī.Temperatūrai skapī jābūt 190 ° C. Kušanas laiks divas stundas.
Temperatūra, ko parasti iesaka HDPE kausēšanai, ir 350 ° F (180 ° C), bet meistars to nosaka nedaudz augstāk. Laiks ir arī ilgāks nekā parasti. Tas ir balstīts uz viņa iepriekšējo pieredzi ar HDPE kausēšanu.
Vienā no saviem iepriekšējiem HDPE kausēšanas eksperimentiem viņš stundu stundu ievietoja HDPE krāsnī 176 ° C temperatūrā. Vēlāk viņš zāģēja iegūto bloku lentzāģī un bija pārsteigts, redzot, kā no bloka izlija konfekšu gabali. Tikai aptuveni 12 mm no visām pusēm izkusa, bet pārējais bloks palika vaļēju HDPE gabalu formā.



Trešais solis: veidošana
Pudelēs izmantotais HDPE, karsējot, neizkausē šķidru šķidrumu tāpat kā citi materiāli. Tā vietā tas kļūst mīkstāks ar košļājamai gumijai līdzīgu konsistenci.
Lai to pārvērstu par izmantojamu cietu vielu, ir nepieciešams HDPE saspiest ar ievērojamu spiedienu, lai noņemtu gaisa burbuļus un saspiestu to vēlamajā formā.
Ievietojiet koka disku burkā uz vāka.
Izmantojot C-skavu, spiedienu uz polietilēnu. Starp skavu un kārbas dibenu izmantojiet koka gabalu. Ja nav piemērota skavas, domkratu var izmantot kombinācijā ar piemērotu kompresijas rāmi.
Koka diskam ir tendence noliekties vienā vai otrā virzienā, kad tiek izdarīts spiediens. Šajā gadījumā, lai samazinātu šo šķību, jums jāizmanto otrā skava. Pēc veidnes uzstādīšanas visu ievieto siltā krāsnī un ļauj dabiski atdzist.





Kad sagatave ir atdzisusi, varat to noņemt no kārbas. Vairumā gadījumu sagatavi tajā ir stingri iestrēdzis. Lai noņemtu sagatavi, jums jāapgriež burka gar šuvi un jāmēģina to izvilkt. Dažos gadījumos tas nedarbojas, un pēc tam autors burku sagriež burtiski gabalos. Varbūt, ja ieeļļojat kannas sienas, sagatave iznāks vieglāk?











Sagatave ir noņemta, un tagad jums ir jānoņem koka disks un pārsegs.





Ceturtais solis: sagataves centrs
Turpmākai apstrādei jums jāatrod un jāatzīmē sagataves centrs.





Tad centrā izurbiet caurumu.



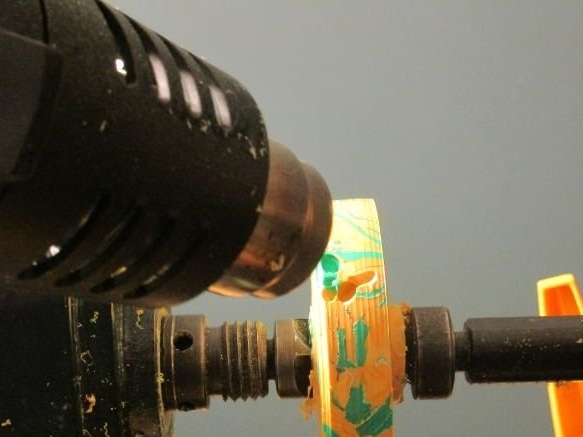
Tad meistars sasilda sagatavi ar fēnu un piepilda padziļinājumus.





Tagad apstrādājamo detaļu tālākai apstrādei varat uzstādīt virpiņā.

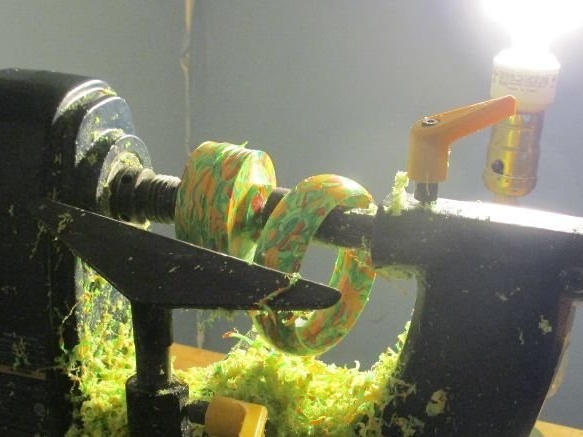
Piektais solis: pagriešanās
Tālāk meistars sasmalcina sagatavi aproces lielumā.


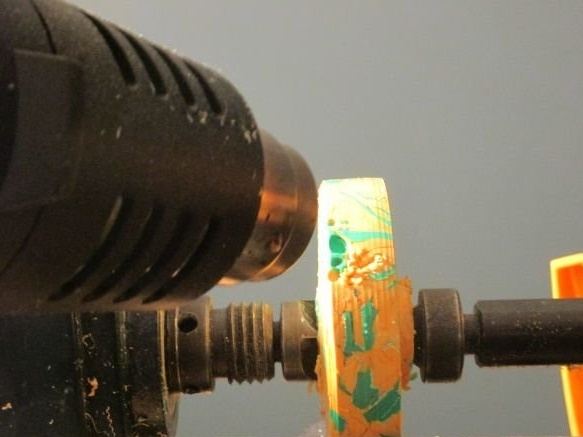
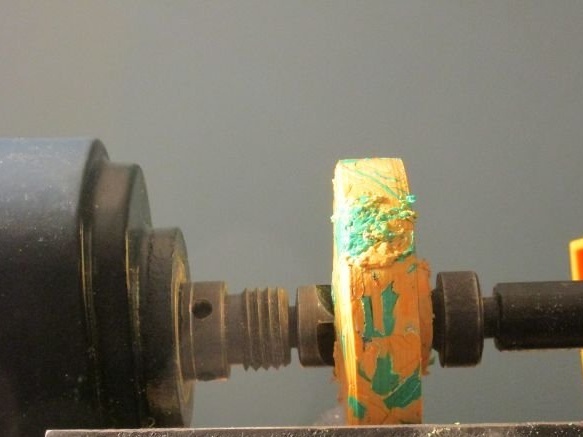
Sestais solis: izlietnes
Slīpējot, uz sagataves neizbēgami parādīsies čaumalas. Tālāk jums jāveic šādas darbības. Jums jāsāk, sildot zonu ap caurumu ar fēnu, līdz plastmasa ap caurumu sāk izkausēt.
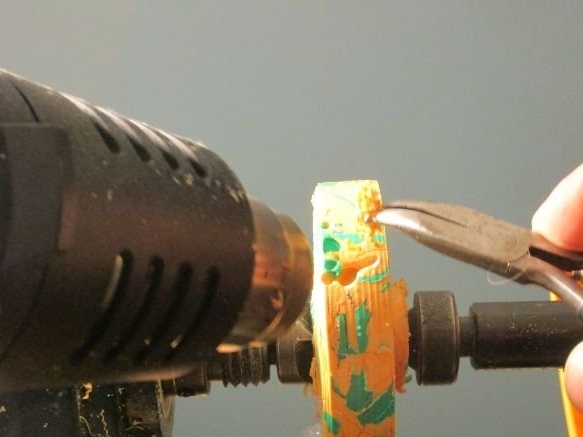
Izmantojot knaibles vai pinceti, ievietojiet dažas mikroshēmas caurumā un izkausējiet tos ar fēnu. Izmantojiet knaibles vai pinceti, lai iespiestu mikroshēmas cauruma caurumā. Veiciet šo darbību līdz izlietne ir pilnībā piepildīta.
Pēc tam, izmantojot plakanu metāla priekšmetu, piemēram, nazi vai kaltu, nospiediet uz izkusušajām skaidas.



Septītais solis: slīpēšana
Slīpēšana jāveic ar mazu ātrumu. Meistars sāk slīpēšanu ar 80 smilšpapīru, pakāpeniski samazinot graudu lielumu.





Nākamais ir P600, P800.







Un pabeidz P12000 slīpēšanu ar smilšpapīru.




Astotais solis: sagriezti
Tagad jums ir jāsamazina aproce, atsevišķi no iekšpuses.


Devītā darbība: iekšējā slīpēšana
Pēc griešanas iekšējās daļas centrā būs plāns materiāla pieplūdums. To nepieciešams sagriezt ar nazi.
Iekšējās virsmas slīpēšanai meistars izmantoja slīpēšanas bungu, kas uzstādīta urbšanas mašīnā. To var izdarīt arī ar urbi vai ar manuālu slīpēšanu.
Ar šo operāciju tiek noregulēts arī aproces iekšējais diametrs.



Tie ir meistara gatavie izstrādājumi.Pēc meistara teiktā, šādas aproces ir pieprasītas, un viņš no tām jau ir izgatavojis apmēram 30. Galvenokārt viņu radiniekiem.








P.S. Pēc sagataves apstrādes palika daudz skaidu. Nav nepieciešams to izmest. To var arī pārstrādāt visam, kas jums nepieciešams. Ērtai uzglabāšanai kapteinis ievieto mikroshēmas uz metāla cepešpannas un ievieto krāsnī, kas uzkarsēta līdz 170 ° C 10 minūtes. Čipsi nedaudz izkusīs, tos varēs nospiest un atdzesēt. Šajā formā to ir vieglāk uzglabāt, nav jābaidās, ka tas sagrūs.




