


Ūdens dzesēšanai, neskatoties uz relatīvo sarežģītību un mazāku mobilitāti, salīdzinājumā ar gaisa pūšanu ir vairākas priekšrocības. Izmantošanai e tehnoloģija, tas galvenokārt ir lielāka termiskā efektivitāte, trokšņu (ventilatoru) neesamība vai radikāli mazāks daudzums, siltummaiņu kompakts izmērs siltuma noņemšanai, spēja ērti izņemt "atgriešanās" siltummaini ārpus ierīces (telpas, ēkas).
Dažos gadījumos ūdens dzesēšanu var izmantot stacionārās ierīcēs ar detaļām, kas intensīvi rada siltumu un kurām nepieciešama dzesēšana. Elektroniskajā tehnoloģijā tas var būt raidītāju izejas posmi, jaudīgi pastiprinātāji (SP), kas darbojas A klasē, spēka elektronika. Kopējs uzdevums ir ūdens dzesēšanas izmantošana personālā datora sistēmas blokam. Pēdējais ļauj ievērojami samazināt instrumentu ventilatoru radīto troksni, putekļu iekļūšanu instrumenta korpusā un palielināt dzesēšanas efektivitāti.
Pārdošanā ir gan gatavi konstruktoru komplekti, kas ļauj sistēmas vienības regulāros ventilatorus aizstāt ar kannām, šļūtenēm, sūkņiem un šo sistēmu komponentiem atsevišķi. Šeit tiek dota tehnoloģija vienkāršas un ērtas, iespējams, visdārgākā un sarežģītākā elementa - siltummaiņa - ražošanai siltuma noņemšanai. Tehnoloģija pieļauj mājās apstākļos, bez piekļuves mašīnām, izveidojiet efektīvu miniatūru plakanu siltummaini. Sagatavošana lodēšanai un pati lodēšana ir ļoti vienkārša. Neliela detaļu precīza uzstādīšana nav nepieciešama. Siltummaiņa konfigurāciju var viegli pielāgot pašreizējam uzdevumam. Tiek atvieglotas arī prasības materiāliem - nav nepieciešami masīvi vara sakausējumu lietņi, pietiek ar plāksni ar vairāku milimetru biezumu.
Kas bija nepieciešams, lai strādātu.
Rīki
Soli instrumentu komplekts, metāla šķēres, zāģis. Rotaslietas finierzāģis ar aksesuāriem lieti noderēja, taču varat nokļūt. Marķēšanas rīks, mazs vāze. Lodēšanai tika izmantots neliels gāzes deglis.
Materiāli
Dzelzs lokšņu vara misiņš, misiņš. Piemērota diametra caurules. Smilšpapīrs, lodēšana, cietlodēšana.
Šeit parādīta personālā datora (procesora, videokartes) sistēmas vienības siltummaiņu komplekta izgatavošana. Siltummaiņu izmērus diktēja standarta radiatoru stiprinājumi ar pūtēju - jaunajā dizainā maksimāli tika izmantoti trofeju stiprinājumi. Sprauslu konfigurāciju noteica ērtības savienošanai ar šļūtenēm. Balstoties uz savienojošo cauruļu diametru pie cirkulācijas sūkņa, šļūteņu diametrs ir 10 mm.
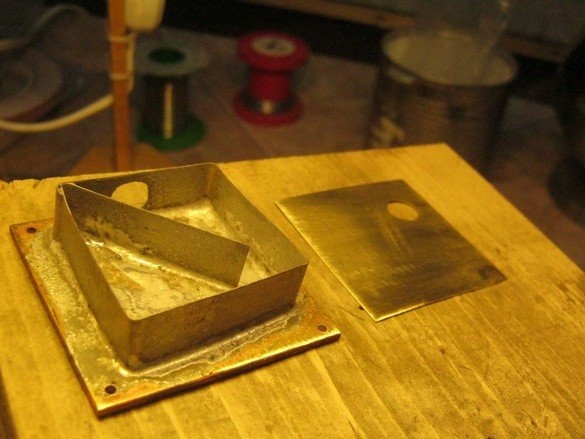
Kā siltummaiņa pamats - zolēm blakus esošās zoles, tika izmantota 2,5 mm bieza misiņa plāksne. Pēc marķēšanas no tā, izmantojot zāģa zāģi, tika izgrieztas divas taisnstūrveida sagataves. Sagatavu gali ir izlīdzināti ar vīli, asās malas ir blāvas. Ar vairākiem mazu ādas gabalu palīdzību apstrādā apstrādājamās detaļas. Sānu ar vismazāku skrāpējumu piešķir ārēji - CHIP; labāk to apzīmēt ar spirta filca pildspalvu.


Visas pārējās siltummaiņu daļas ir diezgan pieņemamas veikt no metāla, kas ir daudz plānāks - gandrīz folijas. Ar stingru tilpuma montāžu lodējot, dizains ir ļoti spēcīgs un uzticams. Šeit tiek uzklāta 0,2 mm bieza misiņa loksne. Balstoties uz savienojošo šļūteņu un cauruļu diametru, siltummaiņa augstums ir 10 mm Procesora siltummainī 11-12 mm augstums bija saistīts ar izmantoto stiprinājumu. Video kartes CHIP siltummainī ieplūdes caurule bija ērti izgatavota plakanā galā. Lentes caurums tika atzīmēts ar kompasu-balerīnu un zāģēts ar finierzāģa failu Nr. 6. Atlikušie caurumi sprauslām plakanos vāciņos tiek izgatavoti tāpat.


Caurules pašas ir izgatavotas no vara hroma caurules gabaliem no vecās santehnikas.
Pēc rūpīgas noņemšanas (lodēšanai), misiņa sloksne apakšējām sānu sienām tiek salocīta ar sava veida gliemezi uz caurules cauruļvada. Tad no tā veidojas siltummaiņa gliemezis, lai tā sākumā un beigās būtu pietiekami daudz vietas caurulēm, un sienas neaizvērtos pārāk stingri un neizvirzītos ārpus zoles malām. Pēc apgriezienu skaita zināmā mērā ir iespējams regulēt siltuma daudzumu, kas tiek nodots dzesēšanas šķidrumam (ūdenim). Kopumā mēs darbojamies intuitīvi - jo lielāka platība, kurai nepieciešama dzesēšana, un jo vairāk tā tiek uzkarsēta, jo vairāk ir nepieciešami pagriezieni.

Lodējot, vara caurules lodēšanai ar degli tika izmantota “santehnikas” plūsma. Tas ir paredzēts bezsvina alvas un vara lodēšanai, bet tas lieliski darbojas ar parasto alvas un svina lodmetālu, kas ir ļoti parocīgi - pēdējais ir uz pusi lētāks. Jūs, iespējams, varat izmantot šķidras neorganiskas plūsmas, to pašu “lodēšanas skābi” (cinka hlorīdu). Kolofoniju un kušņus, pamatojoties uz to, nedrīkst izmantot lodēšanai ar atklātu liesmu - tie viegli aizdegas, pat ja tiek uzkarsēti no aizmugures, pēc sadedzināšanas tie atstāj kvēpus, kas apgrūtina lodēšanu.

Pēc plūsmas uzklāšanas velmētā lente stingri jāpiespiež pie pamatnes. Lai to izdarītu, jums nepieciešama tehnoloģiskā plāksne un metāla drēbju tapas vai metāla svars. Kontūras iekšpusē vienmērīgi ievietojiet mazus lodēšanas gabalus. Šeit mēs izmantojām POS-60 2,5 mm biezas stieples formā. Viņš to sagrieza ar griezējiem daļiņās no 5 līdz 7 mm.

Mēs karsējam, līdz lodēt izkausē un pilnībā pievelk mūsu gliemežu žoga kontūru. Starp zoli un sienu. Jāatceras, ka lodēšana ieplūst vietā ar augstāku temperatūru. Ja lodmetāls nav ievilkts noteiktā vietā, varat tam palīdzēt, pieskaroties vai glāstot to ar “ārējā” lodmetāla zariņu. Jums nevajadzētu ļoti ilgi sildīt sagatavi - plūsma tiek sadedzināta un pārstāj darboties.Šajā gadījumā ir nepieciešams atdzesēt sagatavi, izjaukt, notīrīt un visu atkārtot vēlreiz. Bet ar rūpīgu virsmu tīrīšanu un lielu plūsmas daudzumu viss darbojas ļoti labi.


Es no tās pašas biezās misiņa folijas izgriezu vāku, iezīmēju un ar rotaslietas finierzāģi izgriezu divus caurumus sprauslām. Vāka forma ir taisnstūrveida pēc zoles formas. Tas izrādās estētiski un ērtāk sagriezts. Ja materiāls nav īpaši dārgs (bieza folija), es iesaku šo formu. Starp citu, mana 0,2 mm folija ir diezgan veiksmīgi sagriezta ar lielām, neapstrādātām drēbnieka šķērēm, lai gan īpašas metāla detaļas noteikti ir ērtākas.

Pēc augšējā vāka sagataves izgatavošanas uzmanīgi notīriet to un uzklājiet plūsmu. Uz vāka un gliemeņu augšējās malas. Iekšpusē mēs atkal noliekam lodēšanas gabalus, saliekam visu kopā un pagriežam vāku uz leju. Tikai gadījumā jūs varat sakrata siltummaiņa agregātu tā, lai lodēšanas gabali, iespējams, pielipuši pie sienām vai griestiem (plūsma - bieza pasta), nokristu apakšā (pārsegs). Atkal mēs sildām degli, ja nepieciešams, ārējā malā mēs lodējam stieni. Ļauj atdzist.


Siltummaiņa apvalku rūpīgi notīra ar smalku smilšpapīru un sagatavoja pāris šļūteņu veidgabalus. Tā kā manas sagataves ir izgatavotas no hroma santehnikas, lodēšanas malas labāk ir noģērbt līdz vara daļai. Lodēšana ar pārklājumu nav sliktāka, bet šāda savienojuma izturība būs mazāka - veci pārklājumi, turklāt, mēdz lobīties.

Es to izzāģēju ar metāla zāģa zāģi, iztīrīju to, uzliku tam plūsmu un aptinu lodēšanas gredzenu katram armatūrai.

Rūpīgi sildot ar nelielu degļa liesmu, lai pārējais neizšķīst, lodējums kūst, slīd uz leju ar kārtīgu veltni. Labāk ir sildīt pašu veidgabalu, un pēc lodēšanas kausēšanas mazliet un ap to apsegt.
Pēc tam, kad siltummainis ir pilnībā atdzisis, viss pieejamais ir rūpīgi jānomazgā no plūsmas ar siltu ūdeni un cietu suku. Plūsma iekšpusē būs jāizmazgā - pēc slēgtās dzesēšanas sistēmas montāžas jums ūdens jāmaina 3-4 reizes, labi, teiksim, ik pēc 2 darbības dienām. Tas ir tieši tas, ko flux ražotājs iesaka vara ūdens piegādes uzstādīšanas gadījumā.

Siltummaiņa videokartes mikroshēmai ir mazāka, vienkāršota iekšējās košlejas konfigurācija un veidgabalu atrašanās vieta. Vēl viena stiprinājuma metode ir ar četrām standarta atsperu skrūvēm. Kopumā tehnoloģija ir pilnīgi līdzīga.

Secinājumi
Prakse ir parādījusi uzticamību, pieejamību un pietiekamu dizaina efektivitāti. Kopā ar ražošanas vienkāršību tehnoloģija šķiet diezgan saprātīga, un to ieteicams atkārtot.
Daži vārdi jāsaka par materiālu izvēli. Tā kā ir nepieciešama laba siltumvadītspēja (zoles), cita starpā labāk ir izmantot varu vai vara sakausējumus, tas vienkāršos plūsmu izvēli lodēšanai. Tas, protams, jāizslēdz arī no metālu projektēšanas, kas veido galvanisku pāri ar varu.
Babay Mazay, 2019. gada janvāris