
Šodien mēs pārcelsimies uz tālo Barnaulu uz juvelierizstrādājumu darbnīcu, kur Timofejs pēc iespējas detalizētāk parādīs, kā tika izveidota īpaša AlexGyver kanāla gredzena ventilatora versija.

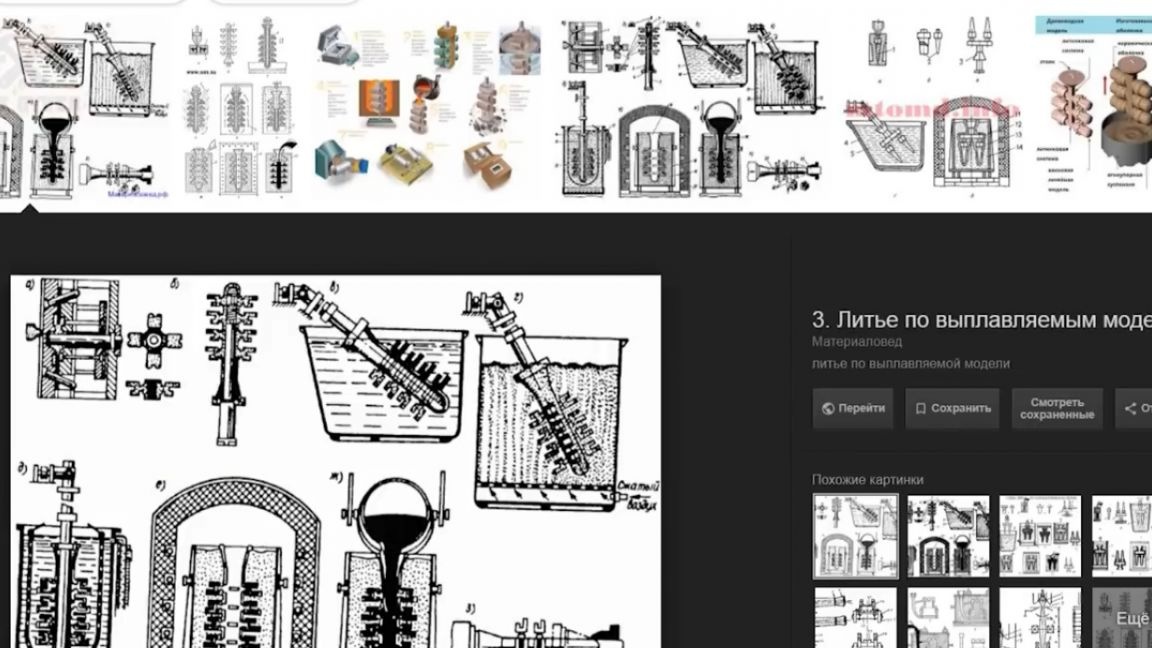
Visizplatītākā ražošanas metode rotaslietās ar augstu ceļa garumu ir vaska zaudēta vaska liešana. Attiecīgi modeli vispirms izgatavots no vaska, tā sauktā vaska, un pēc tam no tā tiek veidota pelējuma. Vasku ražošanai izmantots modelēšanai izmantots iegādāts rotaslietu vasks. Ērtāk ir sākt darbu ar vaska gabaliem, kurus var izgatavot no apļa, kas iegūts, vasku ielejot uz folijas loksnes.

Vasks ar lodāmuru tiek uzlikts uz metāla pirksta, kura diametrs ir nepieciešams gredzenam. Pirkstu iesaiņo folijā, lai nākotnē būtu vieglāk noņemt vasku.
Vaska grebšanai tiek izmantoti priekšzobi, Timotejā tie ir mājās gatavoti. Plats un plakans liela daudzuma materiāla noņemšanai un formas izveidošanai, adata smalkam darbam un gravēšanai, kā arī cauruļveida griezēja-karote universālai darbībai un vaska nogulsnēšanai, kas tiks parādīta vēlāk.


Sagataves apstrādes secība ir šāda: vispirms noņemiet vaska sag lieko biezumu. Mikroshēmas tiks izmantotas turpmākai modelēšanai, veidojot modeli tur, kur tas būs nepieciešams. Un tad sākas pati vaska griešana, burtu un modeļa marķēšana. Kā jūs zināt, šī ir māksla, un, ja tā jums netiek dota, tad nekādi norādījumi nepalīdzēs. Iesmidzināšana un modelēšana ir radošs process, taču tajā pašā laikā mūsdienu tehnoloģiju laikmetā šo posmu var izlaist, drukājot modeļus uz 3D printera.



Veicot attēla un burtu marķēšanu, līnijas pakāpeniski padziļinās, un liekie fragmenti tiek noņemti no fona. Un pēc nenoteikta laika laika modelis kļūst līdzīgs tam, ko jūs varētu redzēt uz kanāla autora AlexGyver pirksta. Tad dzelzs pirksts tiek noņemts, arī folija. Šī ir izvēles procedūra veidnes ņemšanai no modeļa. Forma ļauj ātri izgatavot vasku un replicēt modeli, piemēram, ventilatoriem. Bet tajā pašā laikā, pat ražojot atsevišķu produktu, viens vasks nodrošina vienu pelējumu, un, lai to neuzskrūvētu, jūs varat arī radīt iespaidu katram gadījumam, tas ir, kā tas tiks saglabāts spēlē vai programmā.
Modelis tiek ielejams ar šķidru gumiju, piemēram, PentElast-718, kas darbojas kā epoksīds un sacietē, pievienojot katalizatoru. Forma iespaida radīšanai ir izgatavota no plastilīna. Lai uzlabotu mazu detaļu pārvietošanu, vasku arī rūpīgi pārklāj ar gumiju un pēc tam iegremdē veidnē. Pēc sacietēšanas nospiedumu notīra un visu izjauc, iespaidu sagriež.



Tagad vasku var atkal ielej veidnē, tieši izkausējot un velmējot to ar lodāmuru. Un jūs saņemat citu modeli, kas, protams, prasa nelielu uzlabojumu, taču jebkurā gadījumā tas ir simtiem reižu ātrāks nekā jauna sagriešana. Starp citu, eksemplārs, kas iegūts no veidnes, tiks izmantots metāla gredzena izgatavošanai. Sākas pelējuma sagatavošana. Trafaretu nostiprina uz stieples gabaliem virs mīksta vaska vai plastilīna puslodes. Vēlāk veidnē tie kļūs par metāla vārtu kanāliem. Šī gredzena gadījumā to diametrs nedrīkst pārsniegt 1,5 mm. Liešana ir ilgs un energoietilpīgs process, tāpēc vienlaikus tiek veidotas vairākas formas un katrā vairākos modeļos.



No bļodas ar izkausētu vasku vasku izklāj uz eglēm, lai savienotu tos kopā. Tas ir nepieciešams, lai nodrošinātu pareizu tvaicētā metāla plūsmu un kristalizāciju. Šis ir veidošanas (vai formēšanas) process. Iegūtais lietuves koks jāmazgā no netīrumiem un taukiem un jānostiprina tērauda caurulē, kur tas tiks piepildīts ar ugunsizturīgu ģipsi. Caurule ir rāmis, to sauc par kolbu.
Modeļus mazgā vilkābeļu tinktūrā, ziepēs un pēc tam tīrā ūdenī. Izmantojot maskēšanas lenti, caurules sienas paceļas. Ģipsis tiek audzēts saskaņā ar instrukcijām.
Nepietiek tikai ar to aizpildīt, jums ir pilnībā jānoņem no tā visi burbuļi, pretējā gadījumā izkausētais metāls tos piepildīs, un tad izstrādājums tiks pārklāts ar mazu mazu bumbiņu ķekaru, kuru nebūs iespējams noņemt visur, un modeļa attēls tiks sabojāts.

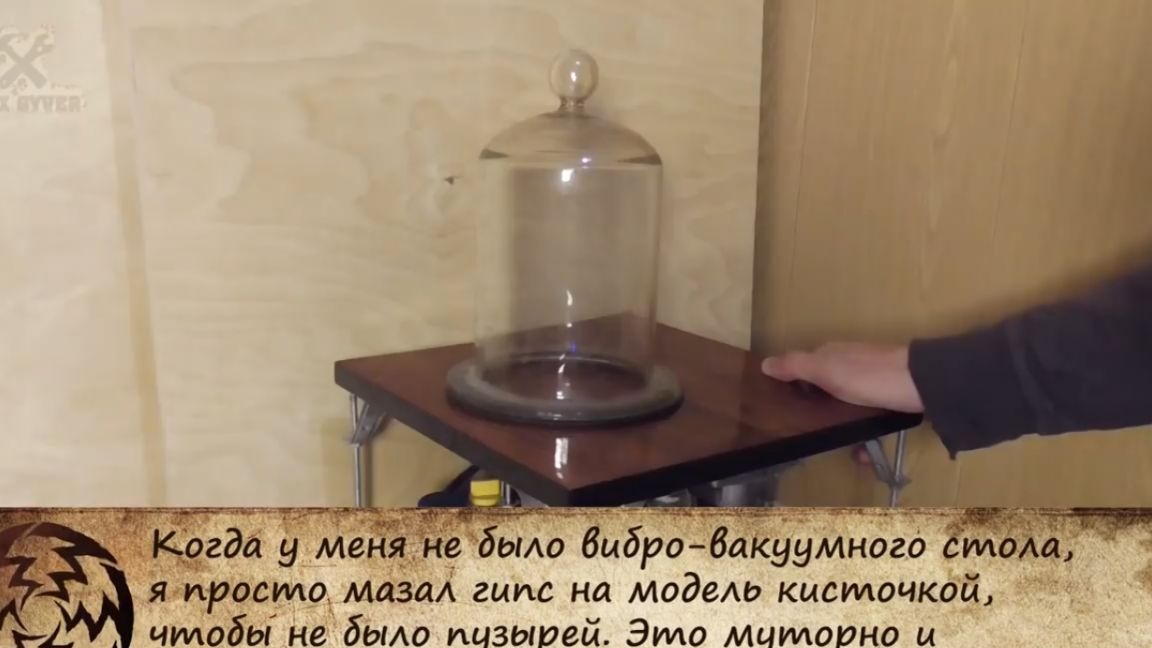
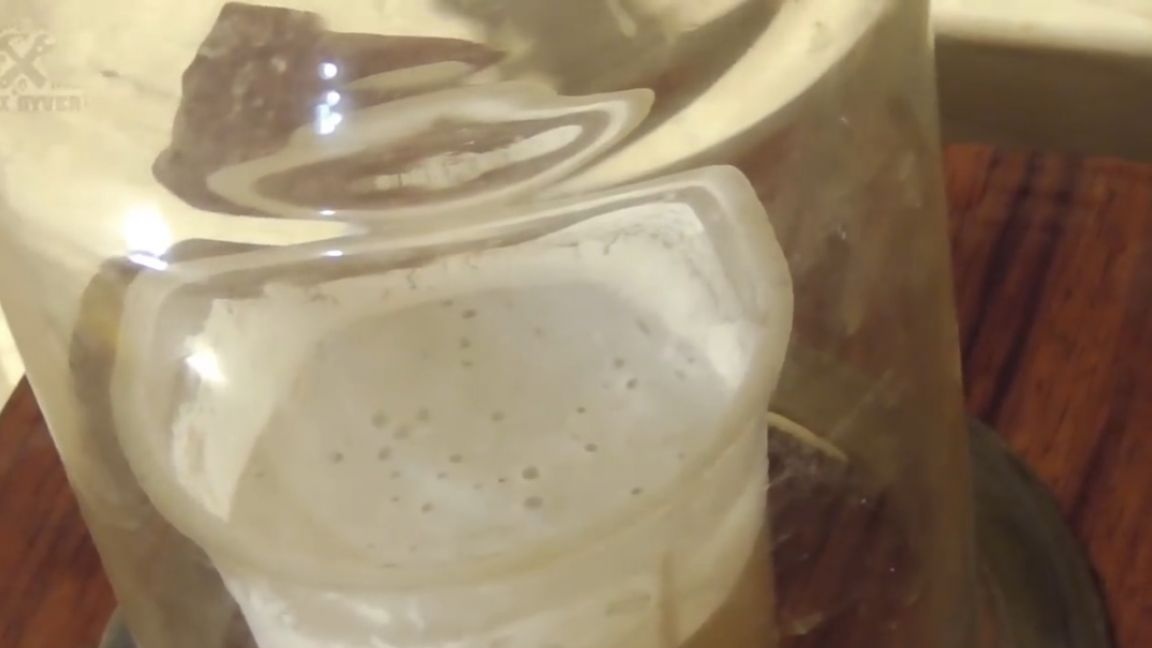
Sūknis izsūknē gaisu no zem pārsega, un darba virsma vibrē no motora ar ekscentru. Tādējādi visi burbuļi tiek izsisti un izpūsti no ģipša. Ģipsis sajaucas laikā, jo process ir ļoti ierobežots. Apmetums nav tikai netīrumi, kas izžūst. Mīcīšanas laikā tas ir šķidrs un ielej kā kefīrs, bet pēc 8-10 minūtēm tas sacietē, jo tajā notiek ķīmiska reakcija. Ja jūs to sajaucat tālāk šādā stāvoklī, tad tā parasti paliek putra uz visiem laikiem.
Vakuumā ģipsis vārās, no tā izplūst gaiss. Vispirms pati partija tiek evakuēta, pēc tam to ielej kolbās un atkal vakuumā. Tas viss jādara 8 minūtēs. Kolbā ģipsis atkal vārās un ceļas, un tam mums ir nepieciešama līmlente. Kolbu ielej uz augšu un ģipsis var sākt izplūst. Stundu vai divas pēc formēšanas ģipsis jau ir ciets, to var pārstrādāt mehāniski.
Kolbas tiek iespiestas, līmlente tiek noņemta, piegāde ir ar plastilīnu un stieple tiek izvilkta. Tādējādi tiek atvērtas virves, kas ved uz modeli. Trafareti jau ir izpildījuši savu misiju, nododot savu formu apmetumam. Tas ir viss, nav pagrieziena atpakaļ, vaska modelis ir pārvērties par vaska peļķi, tagad jums ir nepieciešams noņemt ūdeni no formām, tas tur ir gandrīz trešdaļa svara.
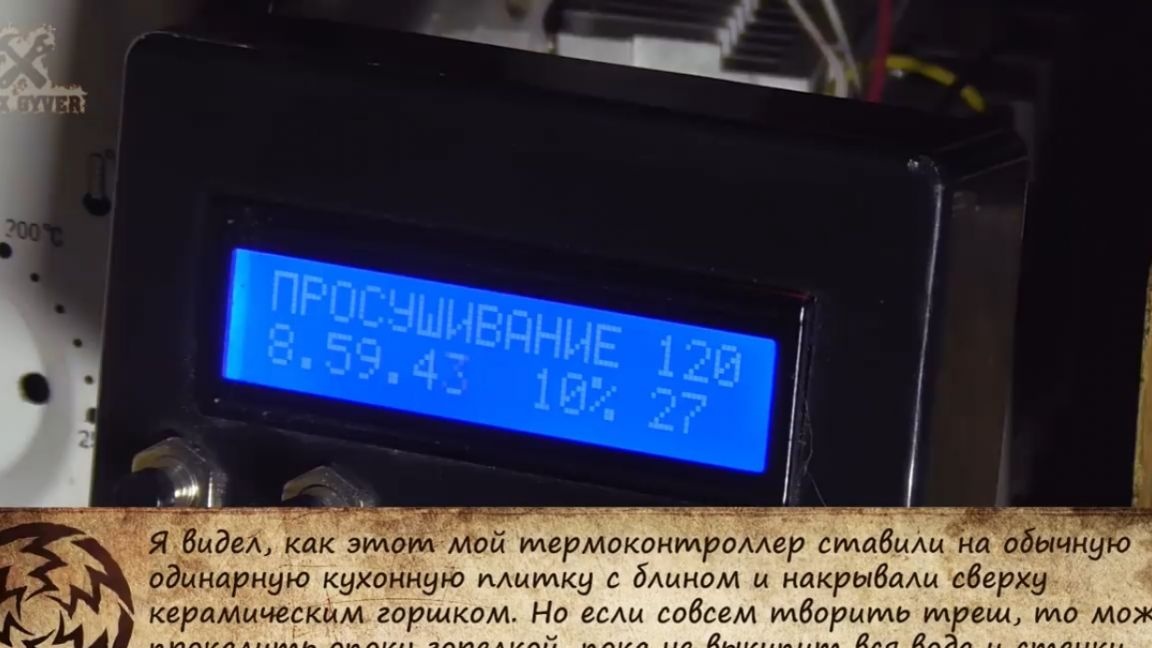
Formas tagad ir ļoti neapstrādātas, tās ir ne tikai jāizžāvē, bet arī jākarsē tā, lai viss ūdens nonāktu no ģipša kristāla režģa. Lai to izdarītu, krāsnim vajadzētu pakāpeniski paaugstināt temperatūru līdz 730-750 grādiem un pēc tam pirms liešanas to nedaudz pazemināt. To veic temperatūras regulators. Aprēķins temperatūras kontroliera uzraudzībā notiek 9 stundas.

Lēkšana notiks zem inerces spiediena, un forma tiek fiksēta īpašā augsto tehnoloģiju ierīcē. Jebkurš sudraba lūžņi tiek izmantots kā metāls un tiek izkausēts ar parastu degli.
Karstajam metālam pievieno regulāru borskābi (pārdod aptiekā). Tā kļūst par eļļas plēvi, kas pārklāj metālu un aizsargā to no oksidācijas, absorbē sārņus un attīra kausējumu, kopumā pilda tās pašas funkcijas kā ar parasto lodēšanu. Borskābe, starp citu, rada zaļu liesmu.


Tālāk, lai nodrošinātu uzticamību, ir otrā plūsma - tas ir nātrija tetraborāts (pazīstams arī kā boraks), dara visu tāpat, kā vajadzētu darīt parastā plūsma.Kausējošais metāls tiek sajaukts ar titāna spieķi. Starp citu, metāls pats neielej sprostu, jo virsmas spraiguma spēks, kas to velmē dzīvsudraba bumbiņā, neļauj tam izšļakstīties liešanas sistēmas plānā koridorā. Šim nolūkam tie tiek pagatavoti plāni, lai būtu iespējams izkausēt un sagatavot metālu un tikai pēc tam visu masu uzreiz piepildīt.
Šis ir iesmidzināšanas formēšanas process, kurā inerces spēks aizsērē metālu veidnes iekšpusē. Neatkarīgi no tā, cik tas izskatās traks, šī metode faktiski tiek praktizēta līdz šai dienai, lai gan biežāk meistari dod priekšroku stacionārām karuseļa instalācijām. Piemēram, šādos ielej zobu kroņus, un visi ir laimīgi. Metāls kristalizējas zem spiediena - tas tam nodrošina labākās īpašības. Pēc tam liešana tiek noņemta un notīrīta no ģipša.
Mēs turpinām lējumu apstrādi. Pēc egļu nokošanas vai nozāģēšanas liešanai jābūt karsti sadedzinātai, lai mazinātu spriedzi metālā un notīrītu veidni no kvēpiem. Pēc sildīšanas liešana tiek iemērkta parastā pārtikas citronskābes šķīdumā no pārtikas preču veikala un visu to vāriet ar degli. Kad citronskābe vārās, tā darbojas kā īsta skābe - korodē un izskalo lieko daļu no metāla, sudrabs kļūst balts.

Mēs sākam apstrādi ar urbi ar rupju smaragda audumu - 600, un mēs virzāmies uz graudu samazināšanos. Liešanā parādījās defekts - ir pienācis laiks, tas ir jāapzīmogo ar sudraba lodēšanu. Izstrādājumu novieto uz ugunsizturīgu flīžu, lodēšanas vieta zem uguns ir pārklāta ar tāda paša boraksa un borskābes šķīdumu. Plūsma veido baltu pārklājumu, kas pēc saplūšanas nodrošina tīru lodēšanu.

Ar plānu titāna pavadu (to sauc par to) notver un ievieto vietā sagrieztu sudraba lodmetāla gabalu ar sudraba saturu 72%.

Pēc tam pulēšana piešķir virsmai spīdumu, un pēc tam tiek veikta melnošana vai oksidēšana, mākslīgās novecošanās process sērskābju aknu šķīdumā.
Šķipsna pulvera izkūst, līdz tas izdalās, pēc tam to piepilda ar ūdeni un uzvāra. Iegūtajā šķīdumā sudrabs dažās sekundēs kļūst melns.

Gredzens ir gatavs. Tā oriģinālais vaska modelis pārvērtās par spīdīgu sudraba gredzenu.
Paldies par uzmanību. Tiekamies drīz!
Video: