


Tātad, pēdējā tetraloģijas daļa par ierīces izveidošanu karburatora gāzes (benzīna tvaiku) ražošanai, lai tās sadedzinātu lielā galda pūtēju stikla pūtējā. Ļaujiet man jums atgādināt, ka visa šī epika, kurā benzīns tika izmantots, nevis parastā gāze, tika sākts vairākiem mērķiem. Pirmkārt un galvenokārt - benzīna tvaika degļa degļa temperatūra ir nedaudz augstāka nekā pat propāna (ar gaisa uzspridzināšanu), nemaz nerunājot par dabasgāzi. Ņemot vērā, ka sagataves stikla pūtīšanai no zemas kausēšanas stikla ir kļuvušas par eksotiskām lietām un tikai stikls, kura degli jāapstrādā ar paaugstinātu temperatūru (skābekli), cienīgs uzdevums ir augstas temperatūras iegūšana, kas piemērota stiklam ar augstu kušanas temperatūru, izmantojot alternatīvas metodes, neizmantojot skābekli balonos. pilnīgu skābekļa nomaiņu panāk, pievienojot nelielu daudzumu dedzinošas gāzes no elektrolizatora benzīna tvaikiem). Patīkams brīdis ir kompaktas šķidras degvielas piegāde darbnīcai, kas atrodas tālu no ceļiem. Ir daži nelieli pozitīvi punkti, kas tika pieminēti iepriekš.
Ierīces apraksts, tās darbības algoritms un benzīna uztvērēja izgatavošana (2. poz.) Tika aprakstīti 1. daļā, burbuļvada (1. poz.) Izgatavošana 2. daļā, kondensatora izgatavošana (3. poz.) Un visu trīs tvertņu savienošana, 3. daļā.
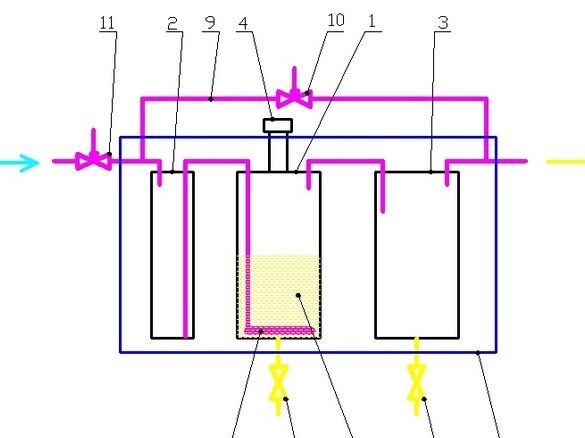
Tātad, mūsu ierīce kopumā ir gatava un sastāv no visām trim tvertnēm 1,2,3 ar atbilstošajām sprauslām un iekšpusi. Tvertnes ir savienotas un piestiprinātas (pielodētas) uz skārda statīva. Atlikušie darbi jāveic secībā, kādā tie tiek ievēroti: 12. kastes izgatavošana, apvada 9 saliekšana un uzstādīšana ar pārplūdes adatas vārstu 10, ieplūdes un izplūdes caurules izgatavošana un uzstādīšana (viss, kas izkļūst no kastes, būs jāmontē vietā). Apkures kabeļa uzstādīšana uz burbuļa, tvertņu uzstādīšana kastē un piepildīšana ar smiltīm. Siltuma regulatora uzstādīšana.
Instrumenti, aprīkojums.
Visi savienojumi tika veikti lodēšanas laikā - jums ir nepieciešams manuāls gāzes deglis. Soli instrumentu komplekts. Vidēja izmēra abrazīvs slīpēšanas paliktnis lodēšanas vietu slīpēšanai. Lai precīzi sagrieztu vara caurules, ir ērti izmantot gala svārsta zāģi, vai to darīs montāžas kārba ar zāģa zāģi.Tas bija parocīgs ar elektrisko slīpēšanu, stenda vāzi. Kastes ražošanā tika izmantots ripzāģis, maza ēvele un tas pats svārsta zāģis. Urbjmašīna, skrūvgriezis. Dažas skavas. Krāsošanai - suka, trauki.
Materiāli
Tika izmantotas vara loksnes un misiņa atgriezumi, vara caurules 15 mm, diametrs 18 mm. Īpašas tees un savienojumi ir vara ūdensvada daļas. Divi mazi adatas krāni, dzelzs gabali no vecām santehnikas ierīcēm. Alvas un vara lodēšana Nr. 3, plūsma uz to. Birste LKM, kokvilnas lupatas. Līme - galdniecības PVA.
Tātad. Viņš paņēma kastīti. Sagatavots koks - rāmim, stipriem, sveķainiem stieņiem bez mezgliem un trūkumiem, apdares dēļu apvalkam. Rāmja stieņi tika izlikti. Es to savienoja “pusē koka” ar galdnieka PVA, pārbaudīja taisnstūrumu ar lielu galdnieka kvadrātu, sastiprināja to ar skavām uz līdzena galda. Fotoattēlā ir žāvēšanas rāmis, divi gabali viens virs otra.


Pēc žāvēšanas sāka apvalkot. Piemērota garuma dēļi un atgriezumi tika ēvelēti 12 ... 15 mm biezumā, sagriezti pēc izmēra, urbti stiprinājumu stiprinājumi, pieskrūvēti ar skrūvēm. Viņš veica griezumus izvirzītajām kanalizācijas caurulēm, nākotnē tās tiks papildus pārklātas ar skārda plāksnēm.
Gandrīz pabeigta kaste, rokturu futrāļa futrālis. Kā pildspalvas tika nolemts pielāgot kastes galu pēdējos (augšējos) dēļus. Lai to izdarītu, viņš izgrieza to palielināto biezumu, lai to būtu ērti turēt ar roku, un, lai skaisti piestiprinātu “roktura” apakšdaļu ar plānu oderi, mums bija jāizgatavo koniska tukša lapa.



Pēc roktura marķēšanas es ar pildspalvu urbi uz liela (40 mm) diametra koka urbēju rokas atvēruma malas, caurumus savienoja ar elektrisko finierzāģi, lielus urbumus slīpēja ar smilšpapīru.



Pēc rokturu uzstādīšanas vietā atlikušās sānu sienu sagataves tika iezīmētas vietā, nogriezts pārpalikums, pieskrūvēts ar skrūvēm. Pēdējā montāža, šķiet, ka viss der.
Gatavo kasti bez fanātisma noslīpē, gruntē ar atšķaidītu laku un vairākās kārtās krāso ar PF-115 emalju, zāles zaļu, ar paceltu šķiedru starpposmu slīpēšanu ar smalku vai berzētu slīpēšanas smilšpapīru. Kamēr krāsa izžūst, jūs varat veikt atlikušo dzelzs gabalu izgatavošanu un uzstādīšanu.


Es sagatavoju un pielodēju adatu jaucējkrānus apkārt esošajā armatūrā - to parastos pavedienus, kas paredzēti kolekciju savilkšanai, notīrīju tos ar stiepļu suku, pielodēju ar gāzes lodlampa ar alvas-vara lodmetālu un speciālu šim lodēšanai paredzēto plūsmas pastu. Gaisa šļūtenes savienojums - spirālveida pneimatiskās oranžās šļūtenes ātras atvienošanas standarts. Vara caurules no ūdens apgādes sistēmas ar diametru 15 un 18 mm, būtu jauki tos savienot ar standarta detaļām, kuras tiek piedāvātas speciāli šim nolūkam - sakabes, leņķi, taču bija pieejami tikai daži no to veidiem - tees, savienojumi, kontaktdakšas. Man vajadzēja izkļūt. Es pats izdarīju 90 grādu leņķus - cauruļu galus es sagriezu 45 grādu leņķī uz gala zāģa (izmantojiet vismaz aizsargstiklus!) Un pēc sloksnes noņemšanas un plūsmas uzklāšanas uzlieciet tos uz sarkanā ķieģeļa un pielodēja ar degli. Neaizmirstiet noskalot no plūsmas ar siltu ūdeni - skābes plūsmu. Lodējot vairākas vietas tuvumā, mēs vadāmies pēc vispārējā principa - vispirms mēs lodējam masīvākas detaļas, tad mazāk, tāpēc ir mazāka iespēja, ka iepriekšējā lodēšana sabruks, pat ja jūs lodējat ar to pašu lodmetālu. Ja lodēto detaļu diametri būtībā nesakrita, tie dominēja vajadzīgajā daudzumā vara, iepriekš labi nogriezta stieples, ar diametru aptuveni 0,4 ... 0,5 mm. Pirms lodēšanas es pēc iespējas vairāk demontēju jaucējkrānus, lai nesasildītu plastmasas vērpjot un gumijas starplikas. Neaizmirstiet dežūrdaļā mēģināt biežāk mēģināt pa caurulēm, lai neuzmanības dēļ, kā saka krievu rasta, “nesajauktu sānus”.


Visbeidzot, lodējiet sagatavoto, izmantojot pieejamos tees. Arī spraugas tiek kompensētas ar stieples tinumu. Apvedceļš pie uzpildes kakla vai nedaudz virs tā, tā krānam vajadzētu būt izspiestam no smilšu gultnes. Tās caurule ir nedaudz slīpa pret vertikālo asi, lai netiktu bloķēta pieeja pildvielas kaklam.


Izplūdes caurulē ir paredzēta vieta liesmas slāpētājam, kas neļauj liesmai iekļūt ierīcē no “aizmugures trieciena”. Šāda veida liesmas slāpētāji ir jāuzstāda - tvertnēs gatavs degvielas maisījums ar oksidētāju un liesmas iekļūšana tajā ir nopietnām sekām. Par laimi benzīna tvaiku sadegšanas ātrums ir salīdzinoši zems, un vara “dubļi” caurulē ir garantēts pasākums liesmas slāpēšanai. Viņa tiks piepildīta ar tilpumu izplūdes caurulē no vītņotās daļas līdz stūrim. Lai stieples pildījums neizmeklētu no paredzētās vietas, ir pielodēts šķērsvirziena piegrieznis, lai pagrieztu cauruli - bieza misiņa stieples gabalu. Caurules izejas galā no ūdens veidgabaliem ir pielodēts 0,5 collu pavediens - misiņa “klauns” no vannas maisītāja komplekta. Nestandarta leņķis ērtības labad tiek izgatavots līdzīgi kā iepriekšējie - novietojot karburatoru kreisajā apakšējā stūrī, zem galda, izvades šļūtene salieksies mazāk.

Obligāts solis ir noplūdes pārbaude. Pilnībā samontētos traukos ar savienotājelementiem tas ir pavisam vienkārši - pievienojiet izplūdes cauruli ar parasto santehnikas spraudni, ieeļļojiet korķa krānus, izgrieziet elastīgo joslu uzpildes spraudņa spraudnim. Atliek savienot kompresoru ar ierīces ieeju un pēc vairāku atmosfēru iesūknēšanas staigāt pa šuvēm ar ziepveida putām. Pēc mazgāšanas un žāvēšanas atzīmējiet gaisa noplūdes un lodēšanas vietas. Līdzīgi pārbaudiet rezultātu.
Tieši šeit ar manu ierīci notika negadījums - sūknējot apmēram četras atmosfēras, uz burbuļa vāka tika norauts apvalks. Iespējams, ka vāka rūpnīcā uzspiežot vāku, bija kāds neliels defekts - spēcīgas liekšanās vietā izveidojusies plaisa. Varbūt tāpēc, ka pirms štancēšanas nav vai ir nepietiekama atkvēlināšana. Uz tā plaisa, vāks nokrita. Tajā pašā laikā tvertne “atvērās”, noplēšot vienu no caurulēm kaimiņam un nedaudz saliekot pamatni. Tika veikti vairāki mēģinājumi salabot, taču nebija iespējams precīzi un, pats galvenais, ticami, bez nozīmīgas demontāžas atjaunot ierīci. Ierīce ir atvēlēta mazāk kritiskai lietošanai nekā degvielas tvertne.
Negadījuma rezultāts kopumā bija pārmērīga pārliecība, un pietika ar ievērojami mazāku spiedienu, lai pārbaudītu hermētiskumu ar ziepju burbuļiem. Ierīces normālas darbības laikā spiediens trauku iekšpusē nepārsniedz atmosfēras spiedienu, un, veicot zināmus pasākumus, lai aizsargātu pret “pretaizdegšanos” (vara režģi, “dubļi”), traukus var izgatavot no ļoti plāniem materiāliem.