


Ko mēs zinām no vainaga vēstures? Kompasi, kurus mēs zinām kopš skolas laikiem, tika izmantoti, lai zīmētu pilnīgi regulārus apļus. Šī rīka vēsturei ir vairāk nekā tūkstotis gadu, cik var spriest pēc pilnīgi precīziem apļiem, ko arheoloģijas zinātnieki redz uz seno konstrukciju virsmām. Izraujot seno Gallijas pilskalnus, Francijā tika atrasts parasts kompass, kas izgatavots no dzelzs. Un Pompejas izrakumu laikā zinātnieki bija pārsteigti, ka atrada nedaudz atšķirīgu instrumentu, tas bija aptuveni ar tādu pašu mērķi, bet pēc struktūras ļoti, ļoti sarežģīts.
Kā izrādījās, kopš Romas impērijas laikiem tas nav daudz mainījies, tādā pašā formā tas tiek ražots un izmantots mūsdienu pasaulē, lai gan tagad ir pat digitālais suports. Šis svešās izcelsmes apzīmējums sastāv no vācu vārda "krone" - kronis un latīņu "circulus" - apļa. Pieder zīmēšanas un mērīšanas instrumentu kategorijai. Tam ir divas kājas, visbiežāk izliektas formas, starp kurām jūs varat iestatīt vēlamo leņķi, izmantojot mikrometra skrūvi, kas arī ir iekļauta instrumenta dizainā. Skrūve kalpo, lai pielāgotu vēlamo attālumu starp kājām. Ir arī vienkāršota versija.
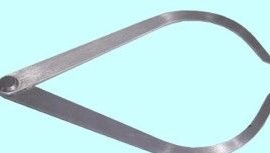
Fotoattēlā - detaļu ārējā diametra un izmēru mērīšanai.
Mūsdienās šāda ierīce tiek izmantota ražošanā, lai izmērītu detaļu ārējo diametru un izmērus (viena instrumentu kategorija), kā arī detaļu iekšējā diametra izmēru noteikšanai (citi modeļi armatūra) Medicīnā šo rīku plaši izmanto arī dažādās nozarēs, tomēr visas tā šķirnes ir saistītas ar mikroskopiskiem elementiem, piemēram, zobārstniecībā vai neiroķirurģijā.
Saskaņā ar datu iegūšanas metodi mehāniska un elektroniska modeļiem.
Šis instruments kā mērīšanas ierīce nav jāpārbauda, jo tas nav iekļauts valsts reģistrā. Lai salīdzinātu jebkura objekta detaļu izmērus ar modeļa izmēriem, tiek izmantoti šāda veida suporti. Tātad, izmērot detaļu ar šādu specifisku metodi, iegūtos datus salīdzina ar paraugu datiem, no kuriem tiek izdarīti secinājumi.
Arī suports ir ļoti ērts pagriešanā, it īpaši kokapstrādes darbinieku vidū - patiešām, pagriežot dekoratīvās detaļas no koka, precīzi izmēri bieži vien nav īpaši svarīgi, un ir populārs rīks, kas ļauj ātri, klātienē novērtēt detaļas vai sagataves izmēru. Suports ir īpaši ērts, pagriežot identiskas detaļas, un šāds uzdevums rodas regulāri pirms katra virpotāja. Vairāku šādu rīku pieejamība ārkārtīgi paātrina šo lietu - jūs varat tos iepriekš konfigurēt detaļas galvenajiem izmēriem un nenovērst uzmanību no mērījumiem ar lineālu vai suportu.
Vienkāršu suportu, tāpat kā iepriekš redzamajā fotoattēlā, nav grūti izgatavot pats. Var redzēt, ka grūtības ir tikai izvēlēties pareizo materiālu, pēc tam nedaudz vienkāršu metāla darbu.
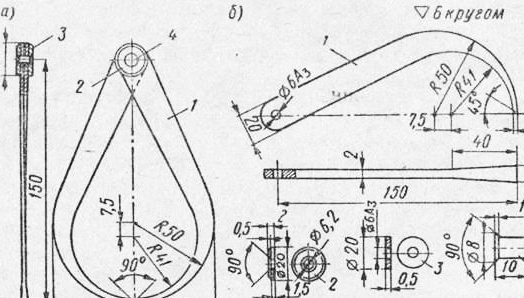
Zīmējumā suports ar mērīšanas diametru līdz 180 mm.
Kas tika izmantots darbā.
Rīks.
Parasto sola instrumentu komplekts, kaut kas caurumu urbšanai. Es izmantoju vienkāršāko slīpēšanas bungu, kas uzstādīta koka virpā. Es izmantoju nelielu leņķa slīpmašīnu ar plānu griešanas disku, elektrisko asinātāju. Noderīgi zīmogi ar cipariem. Neiztikt bez tērauda plāksnes vai lakta.
Materiāli
Piemērota biezuma lokšņu tērauda gabals. Izmantots nerūsējošs, 1,5 mm biezs. Vēlams, lai sagatave būtu plakana, bez iespiedumiem. Vidēja lieluma smilšpapīrs. Nedaudz aparatūras.
Tātad.
Izgatavojot instrumentu, tika pieļautas vairākas novirzes no zīmējuma - suporta kājas tika ņemtas ar tāda paša biezuma, kniedes vietā izmantoju parastu M6 skrūvi. Prakse ir parādījusi, ka divas pastiprinātas "korpusa" paplāksnes un noslēdzošā paplāksne ļauj kājām kustēties vienmērīgi, ar nelielu piepūli. Pievelkot uzgriezni, to var noregulēt.
Suporta kājas zīmējums tika izdrukāts uz printera uz bieza papīra, izmēru pielāgojot vajadzīgajam. Izgriezot, es saņēmu veidni. Kāju kontūru var pārnest uz sagatavi, izmantojot oglekļa papīru.
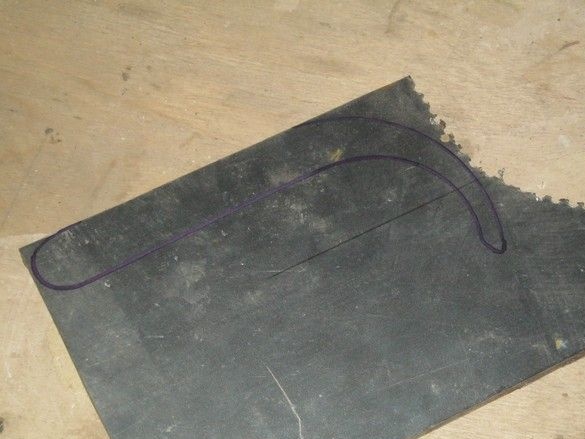
Viss, kas iespējams, tiek nogriezts ar dzirnaviņām. Grūtības ir iekšējā rādiusa izgriešana. Viņam vajadzēja izgriezt ar ļoti mazu griešanas diska “palieku”.

Pēc rupjas griešanas es pabeidzu kontūru uz dzirnaviņas un ar burvju failu.

Šeit atkal ir problēma ar iekšējo rādiusu. Es to atrisināju, no bērza koka bloka padarot nelielu slīpēšanas bungu, kuras rādiuss ir nedaudz mazāks par suporta kājas iekšējo rādiusu. Neizņemot to no mašīnas, viņš uz bloka satvēra smilšpapīru, galus nostiprināja ar līmlenti.

Pēc kāju pilnīgas noregulēšanas tika urbti caurumi eņģēm.

Tiek izvēlēta piemērota garuma M6 skrūve, kājas ir piestiprinātas ar ekspromtu viru. Tas izrādījās vienkārši un diezgan efektīvi, turklāt spēku, ar kuru kājas pārvietojas, var noregulēt.
Jūs varat ieteikt alternatīvu ražošanas iespēju, vairāk, hmm, klasisko - bez dejām ar leņķa slīpmašīnām. Gar kāju kontūru ir ieskrūvēti un urbti vairāki caurumi ar diametru 4 ... 5 mm. Neliels kalts sagriež džemperus starp caurumiem. Tālāk tas pats.
Kāju darba daļas sacietēšana ir izlaista, un, ja instrumentu izmantojat ne tikai koka gabaliem, labāk to darīt:
- kāju darba daļas sasilda līdz 20 mm garumam līdz sarkanīgi karstai ķiršu sarkanai krāsai un atdzesē caur eļļas kārtu ūdenī;
- Pēc sacietēšanas atskrūvējiet suporta kājas un notīriet ar abrazīvu drānu.
Aprakstītajā suporta ražošanas secībā var veikt dažas izmaiņas.
Ja kāju sagataves ir maza izmēra un to ģeometriski marķēšana ir neērta, tad to marķēšanai ir izgatavotas divas veidnes no plānas lokšņu tērauda: viena - līniju zīmēšanai, pa kurām būs nepieciešams noliekt palīgcaurumu centrus, un otrā (mazāka) - kāju kontūru marķēšanai. . Iepriekš viņi uzliek modeli, kas attēlo kontūru. Vispirms saskaņā ar pirmo zīmējumu sagatavei tiek uzliktas palīglīnijas, un pēc tam galvenās saskaņā ar otro zīmējumu ir mazākas. Pēdējais ir iestatīts tā, lai tā kontūras līnijas būtu vienādā attālumā no izmantotajām papildu kontūru līnijām, kas paredzētas papildu caurumu centriem.
Ja suporta sagataves materiāls ir sloksne ar izmēru 25X4 vai 30X4 mm, tad uz tām ievelk taisnas līnijas, reproducējot kāju formu un garumu nesaistītā formā. Tad sloksni ar kaltu sasmalcina uz šķīvja vai pretēji, atzarojot 0,5–1 mm no marķēšanas līnijas, un apstrādā. Pēc tam kāju sasilda un saliek ar āmuru sitieniem uz apaļa serdeņa, kura izmēri atbilst kāju liekuma rādiusam.
Suportu galīgā apstrāde neatšķiras no iepriekš norādītās secības.
Izmantojot šo suportu izgatavošanas metodi, tiek pavadīts mazāk laika, jo nav nepieciešams urbt papildu caurumus gar sagataves kontūru. Pēdējo metodi visbiežāk izmanto suporta ražošanā, jo tās kāju galu liekšana ir ļoti vienkārša, savukārt suporta kāju saliekšana ir diezgan sarežģīta darbība, kurai nepieciešamas noteiktas prasmes.
Bremžu suporta pārbaude un tehniskās prasības. Suporta pārbaude sastāv no šķiršanās un kāju saspiešanas. Šajā gadījumā eņģes gājienam jābūt vienmērīgam, un kāju galiem jābūt cieši pieguļamiem. Suporta virsmām jābūt tīrām, bez skrāpējumiem, spraugām un iespiedumiem, un asām malām jābūt neasām. Suporta kāju galiem jābūt nocietinātiem līdz 20 mm garumam līdz HRC 40-50 cietībai.
Atliek teikt, ka koksnes virpotāja arsenālā esošajam instrumentam ir liels pieprasījums. Prakse ir parādījusi, ka labāk ir dažus gabalus. Vienlaicīgi izmanto ne vairāk kā četras.


Tomēr lielākajā daļā gadījumu pietiek ar vienu vai diviem. Lai izvairītos no neskaidrībām, izmantojot vairākus instrumentus, jūs varat izsist sērijas numuru uz kājām.
Lietošana parasti sastāv no sagataves diametru mērīšanas, pagriežot identiskas detaļas. Tajā pašā laikā detaļu paraugs tiek apstrādāts, koncentrējoties uz nepieciešamajiem savienojošajiem vai vispārējiem izmēriem, pārējie jums pateiks, kā ir sirds. Visas šīs detaļas tiek izgatavotas atbilstoši to izmēram - ar vairāku suportu palīdzību tiek "noņemti" galvenie izmēri, parasti viens vai divi diametri un garums. Šajā gadījumā labāk ir pievienot diametrus uz milimetru - slīpēšanas piemaksu. Tas arī viss. Pārveidojot patīk, tas kļūst par milzīgu baudu.

Sagatavojumu apstrādā, līdz suports ar lielāko diametru sāk neizdoties. Jūs varat veikt mērījumus tieši uz rotējošas sagataves, vienlaikus ar to saīsinot kājas uz sagataves. Pretējā gadījumā instrumentu var izvilkt no rokām.